如何看待小米公司的如下举报“网络爆料,两台海天8800T压铸机,并附上XXX商标。这就是自研”?

- 64 个点赞 👍被审核的答案
。。。。推到首页,点开一看,前排几个高赞老师这么“专业”的样子。。这是对产线调机和工程一点基本的认知都没有啊。。
身为一个当过客户让供应商调过机,也当过供应商给客户调过机,还经常出差工厂的人。。看完甚至不知道该感慨些什么。。
你们写的这些内容,简直是自己造回旋镖砸自己。。太牛逼了。。。
终于到家了,更新一把。
1. 先回答原问题
关于原问题里9100T,其实发布会当天在聊天群里就讨论过了,海天8800,超300,不到5%,仍然属于9000级同档。不过当天的分析是出于经验,并不是有什么信息源。因为产线上经常超规一点用,只要验收过问题不大,一般设备都有余量的。而压铸机这种大型设备,8800到9500都能算9000档,规格不会分得这么细的。
但分析毕竟是分析,没有证据,所以也没有发微博和知乎。截图里这个回应,算是官方证明了当时我们分析是对的。
2. 吐槽阿米的海报
工程用词已经非常成熟了,不需要重新定义。生产线是用设备进行生产制造的过程,设备集群就是指设备,复数的设备。请媒体老师们不要试图混淆这两个概念,还说别人不懂产线。
小米的宣传海报写的是啥,黑纸白字写的是“压铸设备集群全栈自主设计”。你们这些媒体老师们指责别人分不清“设备集群”和“设备”的关系,良心不会痛吗?还是“产线”这两个字烫嘴,被新华字典删掉了,需要用设备集群去指代?


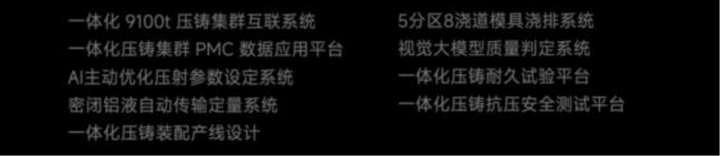
还把logo画到设备上…… 看一下发布会带小字的内容,如下图,设备互联,几区几道,设备控制,参数设定,可靠性,测试,QA,CCD,这些都是产线设计会做的。除了压铸机之外,每道流程都需要各种设备,所谓“产线设计”就是去管理这些设备生产出自己想要的东西。
设备关机了还是设备,产线停机就没有生产了。谁会把产线叫做设备集群……

自主设计的详细内容 你建产线需要做这些,别人建产线同样需要做这些。
OK,同样是造产线,同样是设计全流程。你做的这些事情比别人做的事情优秀在哪里?你产线上出货的东西比别人的产品质量好在哪,这才是重点,才是车主们关心的事情。自研是为了产品的结果导向,不是为了自研而自研。
把8800t改到9100t到底有多大的收益?对产品质量有多少提升?如果8800升到9100就有很大收益,那部署12000t的是不是更厉害?如果差异不大那调机的竞争力在哪?
说的过分点,正是因为现在吵成这样还不知道收益点在哪,才让人联想超这3%是为了营销而不是为了提升产品。
3. 沸腾的媒体老师们
我回答了这么多芯片相关的问题,从来都是坚持“先可控,再自主”,我开香槟的是打通国产生产线,认可工程成就,而不是自研了全链路设备,在这方面我还是很严谨的。
换个角度,如果我现在说,过去三年中国打通国产芯片的工程量产,是全栈自主设计了光刻设备集群。你们摸着自己的良心,问一问自己能接受这种说法吗?会不会觉得我在沸腾?
我不双标,如果你能认同“全栈自主设计光刻设备集群”,我就认同你用“全栈自主设计压铸设备集群”来描述产线设计。
我先说明,我两个都不接受,我之所以这三年对国产芯片信心大涨,就是因为产业链终于能够正确认知自己,能够正确的发展进步,三年脚踏实地,一雪汉芯前耻。如果谁来个自主设计光刻设备集群,我第一个出来喷他沸腾。
怎么把光刻机换成压铸机,把公司换成小米,你们这些媒体老师们就不分是非了?OK,每个人都有自己的“自研标准”,但是这个回答下面都是些啥,这么宣传没问题!很牛逼!设备集群指的是产线,你理解成设备是你不懂产线,我来给你科普科普产线是什么。
要你们科普产线啊?没活硬整的样子很小丑好吗?能不能给我科普一下光刻设备集群?除了沸腾还会干什么。
除了瞎沸腾的媒体老师,就我这个评论下面都有些大跌眼镜的评论:


分不清fabless和fab? 麒麟什么时候宣传自研光刻机了?麒麟就得自研光刻机才算自研?华为这几年从设计工具到制造工艺的参与度、对国产产业链的贡献全行业有目共睹,做的事情早已远远超过一般意义上的芯片设计公司。这才刚过年就岁月史书吗?

我就很好奇,你们指责别人沸腾的时候就特别懂用词区别,自己沸腾的时候就不管不顾了?别人建产线就是属于供应商的,自己建产线就是只买了个核心设备,参数是自己调的。
绝了,能不能翻译翻译什么叫做“供应商”,你的供应商就是供应商,我的供应商就有产线的所有权。你买设备调工艺就是自研产线,我买设备调工艺就是供应商的工艺。不带这么双标的吧。
建产线就是建产线,你建产线你是供应商的爹,怎么我建产线供应商就成我爹了。胡锡进骑墙还有个技能CD呢,你们这样一边沸腾一边当场双标的样子比老胡还难看。
咋,现在回旋镖也讲究零百加速了?
4. 应该怎么说?
八个字就讲清楚:“自有工厂,自研产线”。这才是实事求是没有歧义的说法,虽然听上去没有那么酷炫,但“自有”这两字很有分量。自有意味着你的产线是专线专用,不会有产能挤兑,生产方案可以完全自主,生产管理能够完全可控,是非常强力的正面宣传词。
就这俩字就已经赢了华子了好吗。虽然华子跟赛力斯一起搞产线,但华子没有自有工厂,更没有自己的车,那是赛力斯自有,赛力斯放手让华为干。同样是智选,智界的交付速度最近差评一片,这就是没有自有工厂的劣势。
至于kol媒体老师们的发言,我看你们不是来替官方挽尊的,你们是来拱火的,整这些零百加速回旋镖,是个搞工程的都绷不住想吐槽。希望能好好审视一下媒体质量,夸都不会夸。
如果小米踏踏实实的宣传“自有工厂,自研产线”,如果不整这些沸腾+挽尊的烂活,这个事情还是很值得写一写夸一夸的,就像国产芯片自主可控一样,国产新能源阵营的自有产线,是很值得写的题材。非整这些尬的,在这强行解释,引来一堆搞工程的吐槽,脚趾抠地都抠出5nm晶圆厂了。
明明不整这些尬的都能得80分,为什么非要为了拿那120分整这种烂活?搞得现在我只想吐槽那些奇葩发言。
ED了,勿念。
补充,看评论有同学认为是自研软件系统,多说两句:

关于生产管理系统,这个可不是那么好做的,可以搜搜关键字SAP MES,小米要是有能力自研,早就大力宣传自己自研MES了。
个人猜测,SAP MES ERP系统应该是有供应商的。
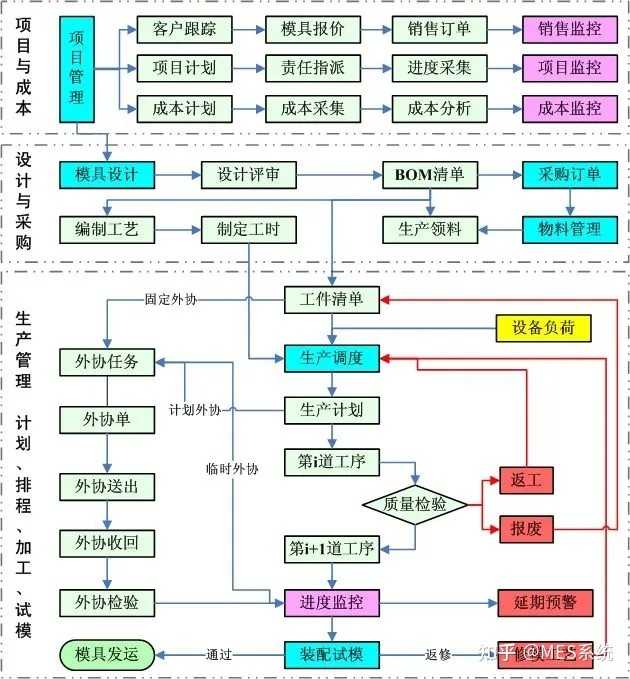

汽车模具MES系统 编辑于 2024-01-06 02:34・IP 属地江苏查看全文>>
书山WENHAI - 19 个点赞 👍被审核的答案
查看全文>>
万基米满赛 - 932 个点赞 👍
首先哈,压铸这个东西,属于金属热加工工艺的一部分,所以谈这个东西的技术点,你首先至至少得对金属热加工工艺,或者热加工工艺
稍微有点点了解。
鄙人不材,之前玩塑料注塑工艺的时候顺路了解过一些压铸工艺,最近又找几个老头好好聊了下这玩意,恰好又能锤一些不学无术的群体,非常快乐。
科普长文预警,如果你真的希望学到什么东西,这可能是这个问题下面少数有用的回答。
这篇文章的核心,其实除了讲技术原理以外,还希望各位认知工业级设备的时候不要用消费级设备去随意理解,你们拿到手的消费产品,比如一个可以超频的CPU,你如何使用它,宣传他,和工业体系与自动化生产是截然不同的概念。
随意类比很容易引喻失义,希望注意。
从注塑讲起
注塑的产品大家估计都见过,大到一些低端车的车门内饰板,小到一个脸盆一根牙线,都是注塑出来的东西。
这就是常见的注塑机 他原理很简单,一边是一个加热锅,把塑料颗粒加热融化,一边是一个大的模具和大的压力设备,chua!的一下,融化的塑料就被挤到模具里面,冷却了挤出来,就是一个产品了。
在中国市场,注塑产品一年的规模大概在6-7000亿人民币左右。换句话说,你要觉得注塑很简单,你懂注塑,你行你上。
而注塑本身呢,说简单,其实真的很简单,你有五千块钱,就可以去东莞找个注塑厂开个小模具,直接kuakua开始生产,至于生产出来什么牛鬼蛇神,你先别管。
粗糙的注塑制品想必大家都看过,一元店里粗糙的各类夹子,小工具,小学门口一块钱一包的玩具,都是非常常见的粗糙注塑制品。
但是,一个航空尼龙垫圈,也是注塑出来的,大批量下单品成本不过几毛钱,可以用在飞机重要结构上。
我不知道你们小时候有没有买过拼装的塑料模型,贵的有田宫的,威龙的,便宜的有三角号手,甚至更加不知名的厂商的产品,我记得我小时候拼一条1:350的三角号手提康德罗加级巡洋舰,那么大一个盒子,那么大的一条船,还带电动机,带金属轴和齿轮箱,放在水里嘎嘎跑的,他在05年左右线下店里,卖25块人民币一盒


随便从小号手吧摸了一张图,就是这玩意 就是图里这玩意,那时候我还买过同级的邦克山号,也是25元一条。那时学校门口的手抓饼3块钱,一碗凉粉5毛钱,一瓶可乐2块5毛钱,也就是说当年10瓶可乐就可以买到一盒超大的1:350塑料拼装模型,装上电池可以在水里嘎嘎跑,连雷达杆子都一清二楚的仿真模型。
拼好之后,大概张这个样子


当然我必须要说,这个一看就是做了改进的,包括栏杆都是自己做的,桅杆上的栏杆,张线,涂装都是作者自己做的。
那时候我以为整个世界上最好玩的塑胶模型就是这样的,我在我小学的时候拼了差不多二十条三角号手各式各样的模型,因为那时候周练我只要全班第一,我妈就会带我去少年宫隔壁的玩具市场买玩具回来拼。
直到我在5年级的时候,家里亲戚看到我拼的一个舰队,或许觉得海军才是马鹿,于是给我买了一个港龙(威龙)的虎式模型。
这个模型的组合度,精细度,每一个零件的质量,甚至包括拼接履带的细节,都让我大惊失色,原来同样是注塑,可以到完全不同的两个水平。
再到后面,初中接触到了田宫的1:350 大和,又一次惊为天人。
那时的我还不懂工业,只认为这是一分钱一分货的表现,贵这么多,肯定质量好很多嘛。
那时候拼25块的三角号手,家里除了水口钳之外,还要常备砂纸,胶水,因为那个注塑的小板子会有各种小问题,需要我手动解决。
这里我就按照注塑的一些行业基本常识来罗列一下
色差:
都是最基本的问题,两块板子颜色都可能有轻微差异。
注塑不饱满:
一些特定零件凹下去一点,或者他的末端细小的部分和说明书上画的不一样,残缺了,比如桅杆一些地方。
变形:
一些比较长比较细的零件,在板子上就是弯曲的,你得手动掰回来。
熔接痕:
一些柱状比较长的零件,如果两边都有进胶的点位,那中间部分可能就会有两坨塑胶熔合在一起但是又没完全在一起的波浪形或者曲线的痕迹。
波纹:
一些大面积的平面零件表面的雾状或者波浪凹凸的纹路,在透明的比如窗户的零件有的会有水波纹。
飞边(披风):
一些零件的边缘有非常非常薄的一层感觉是长出来的小刀片一样的东西,边缘一般是波浪形的,是塑胶注塑的时候从缝隙里溢出来了。
银丝:
一些比较长的零件上会有,很长的白霜一样的细纹,沿着注胶口往末端延伸的方向。
脱模弯曲:
在脱模的顶针附近的弯曲,变形。
尺寸变形:
有些零件就是小一号,他缩了。
气泡:
有的零件表面有一个小凹坑,其实是气泡在表面,有的零件切开后一个洞,就是气泡在里面。
浑浊:
有的零件半透明本来均匀的,结果一看发现不平整,没光,或者发白,发雾
冷料:
就是加热的塑料和没加热的其实色泽,性能会有差异,混在一起。
白点:
一些透明的注塑件里面有一些白色的颗粒,不是气泡,实心的。
.......
等等等等,一堆一堆的。
那么如何解决这些问题呢?在注塑行业有一些通行的做法,你可以叫标准答案,就是教科书上教的,实际操作中往往比这些复杂,也更杂糅,多个问题多个因素并行
色差:
最基本的问题,可能是原料色粉混的不均匀,定型剂有问题,或者混料本身的色差,或者加工的温度,压力,熔胶时间的差异,甚至同一工厂不同的机台做的都可能有差异。
注塑不饱满:
模具设计的不好,一些很深,很细,很长的东西,或者特别薄(薄壁),或者离浇口很远的地方,就会出现不饱满,也有可能是浇口位置没设计好,没平行设计,或者浇口不在厚壁位置,也有可能是模具排气出了问题,或者注塑过程中融化的塑料有杂质,也有可能是模具或者注塑的塑胶温度不够,或者塑胶湿度太高了(之前就有工厂遇到这个问题,春天夏天注塑总出问题),或者原材料里杂质,或者再生料比例太高了,或者注塑机的压力,注射量不够,或者喷嘴孔太小,或者料筒供应有问题,或者止逆阀炸了,或者注塑行程不够,或者模具温度不对,或者注射压力太低等等
变形:
可能是注塑的压力不对导致流体不同流向的塑胶分子取向有差异,收缩不对了,或者回火的温度太高了,或者回火时间长了,或者保压时间不对,或者注塑速度太慢了或者太快了,或者塑胶温度太低了。
熔接痕:
进胶口太多了,进胶的截面太小了,冷料处理不正确,模具冷却不正确,模具温度不正确,脱模材料配比不对,胶的配比有问题太粘稠了,或者还是胶太潮湿了,或者塑胶熔化的温度太低了,分流汇合性能差,注射压力过低了,注塑速度太慢了,温度有差异。
波纹:
冷料处理不正确,冷料穴没设计好,塑胶流动性过低,改性材料性质不明确。
飞边(披风):
模具没修好啦,赶紧让师傅去打铜公啦!(笑
帕拉面不对啦,太粗糙了,型腔有问题啦,胶不对啦,胶温度太高了啦,胶注塑速度太快了啦,胶的压力不均匀,冲模速度不对啦,注射时间太长了,保压太久了,注射量太大了,一次给多了胶。
银丝:
原材料不行,可能是湿度大,水分大,没有提前烘干,或者是塑胶里回收料太多了,或者是你用的脱模剂不太对,挥发了不少。或者你的注塑温度太高,在高温下停留时间太长,或者塑胶在模具内保压保温时间太长,或者注塑速度太快了。
脱模弯曲:
模具没设计好啦,让师傅去打铜公都没用啦!(笑
顶针设计好了嘛?四行位模具也不好搞啦,脱模剂有问题,或者塑胶太软,或者注塑压力过大,或者塑胶的温度过高,或者塑胶粘性太强,或者塑胶件有飞边脱模刮到了,或者喷嘴温度太低了,或者冷却时间太短了,或者注塑时间太长了,或者保压时间太长了
尺寸变形:
混料没混好,收缩率不同的东西混进去了,模具也没对应设计好,或者注射压力太小,注射压力太大,冲模时间太短,保压时间太短,或者模温有问题,太低了。
气泡:
含水量太多了,没烘干,或者烘干温度太低了,原材料也可能不对,收缩率太高,或者回收料太多,或者注射速度太快,时间太短,气体没跑掉,或者保压时间太短,或者冷却没设计好,冷却不均匀,或者冷却时间不够,或者塑胶的温度和模具温度太高了,塑胶里面东西都挥发了。
浑浊:
原材料还是含水太多了,易挥发物太多了,润滑剂太多了,塑化温度太高了,注射速度太快了,塑胶的温度太高了,注射压力太大了。
冷料:
胶料韧性太强了,脱模后水口会拉丝还会黏住,胶的温度太低,塑化有问题,模具问题太低,胶的流动性有问题。
白点:
原材料不对,颗粒不均匀,融化不均匀,来料有杂质,不能熔合,或者透明料太多了,或者料筒温度太低了,或者螺杆挤压的太快了,注塑时间太短了,或者压力太低了。
.....
压铸和大压铸
我不知道看这篇文章的人有没有学过金属热加工的,我想看到上面一些名词,你们会感到非常非常非常熟悉,甚至感觉就是类似的甚至一模一样的操作,类似的甚至一模一样的问题。
某种程度上来说,塑胶注塑和金属压铸真的有点像,只不过后者规模大的多,强度高的多,从速度到压力到成型的复杂度都要比前者更恐怖。
正如前面所说,注塑行业在中国是6-7000亿的市场,大家用的注塑机大同小异,你要是懂注塑,能玩好这些机台,你成为中国首富指日可待,请。
好,回到压铸

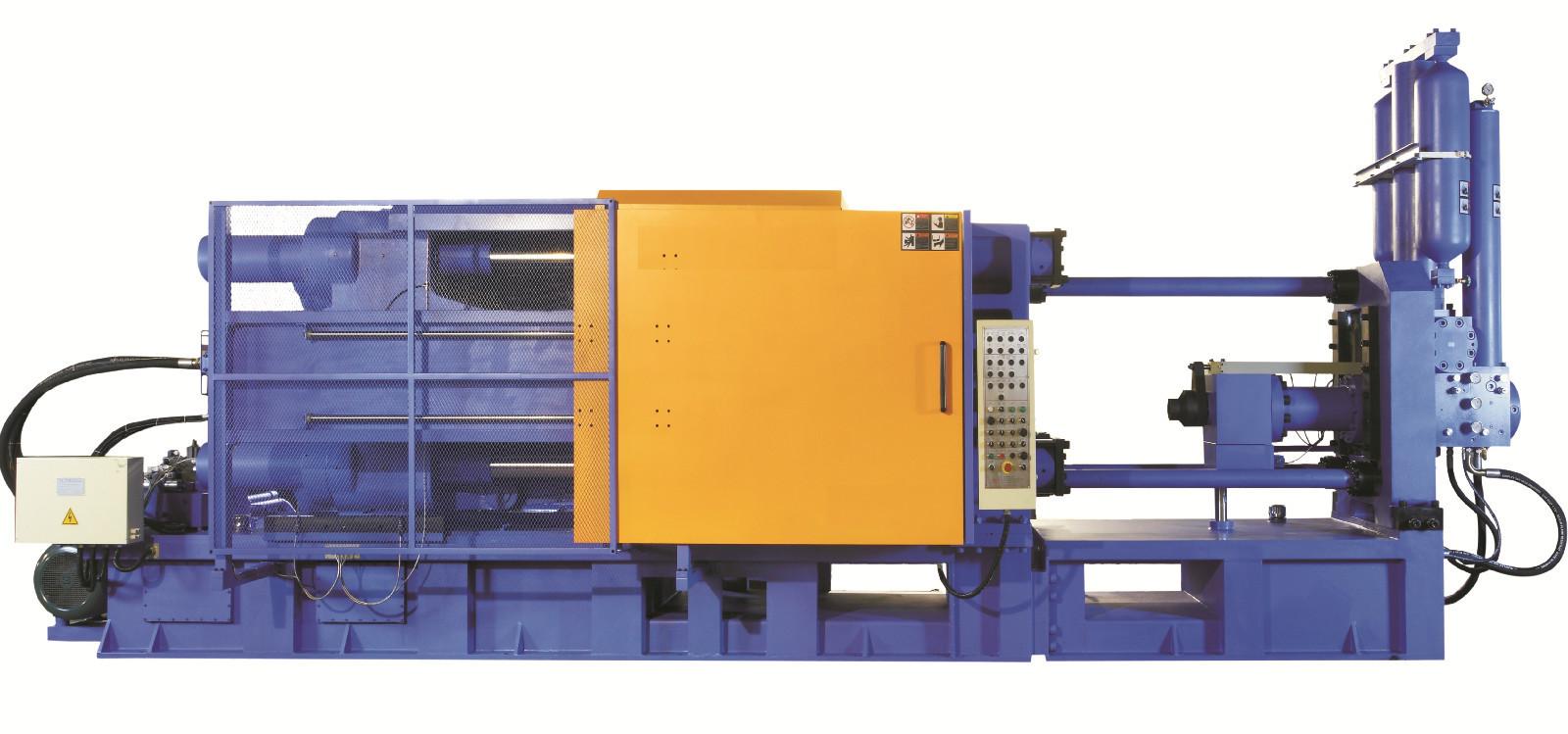
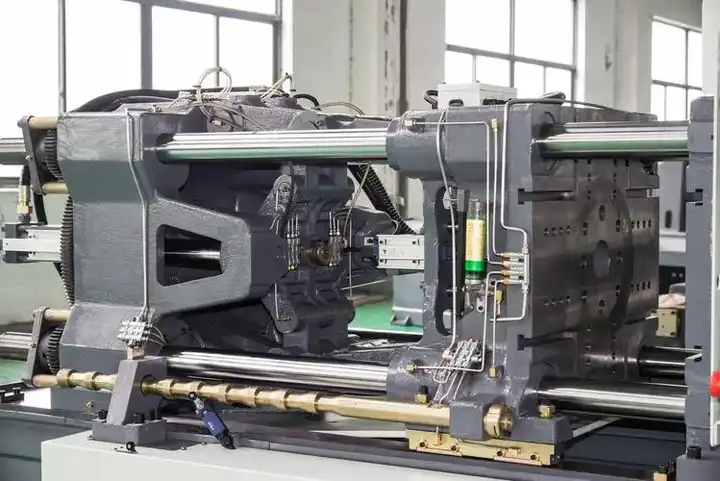
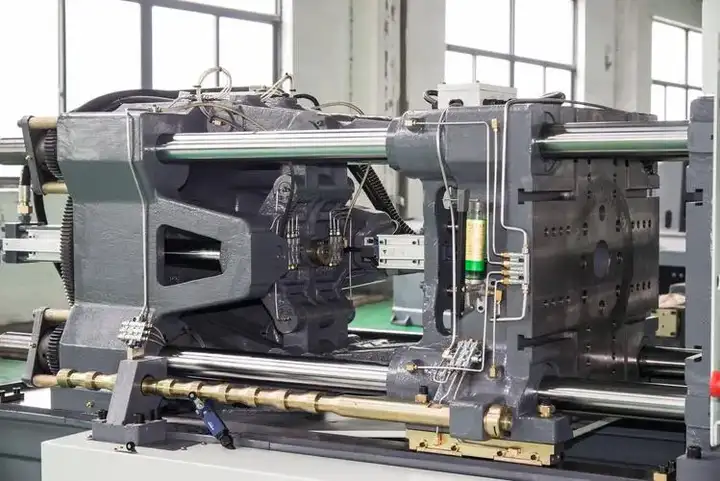
这是一台典型的冷室压铸机。
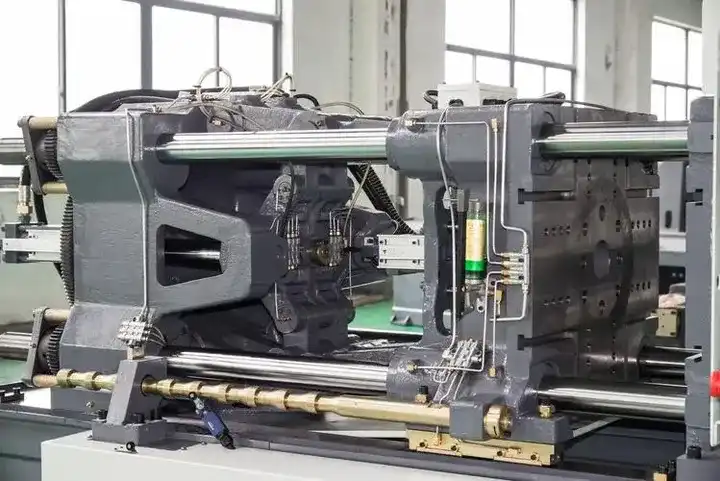

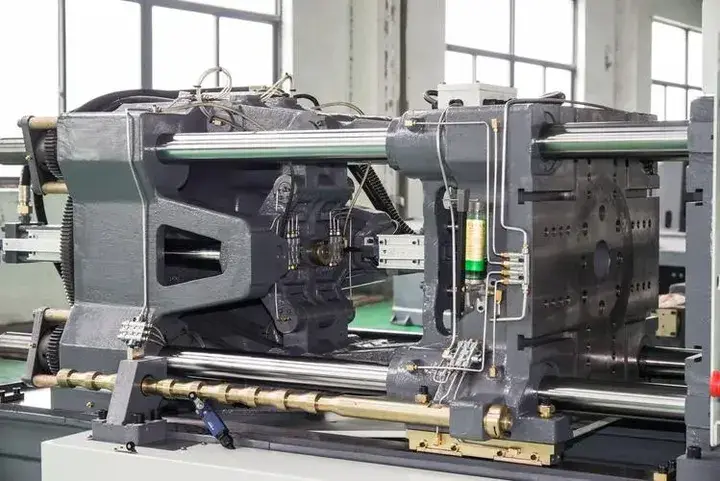
这是一台注塑机。
是不是太像了。
只不过前者真的要复杂很多,一台注塑机配合一个工人一个机械臂就能完成从上料到出货的操作,但是压铸机的自动化生产线,需要一整个压铸岛。
而压铸本身的原理,并不难,高温熔融的金属,一般是镁合金,铝合金这种东西,chua的一下,通过超大压力射到模具里面,冷却成型,出来就好了嘛~








很简单的,中国铝压铸行业一年产值接近2000亿人民币,想必图例这些一夜成神压铸仙人们一定能凭借自己的实力在压铸行业分一杯羹吧?
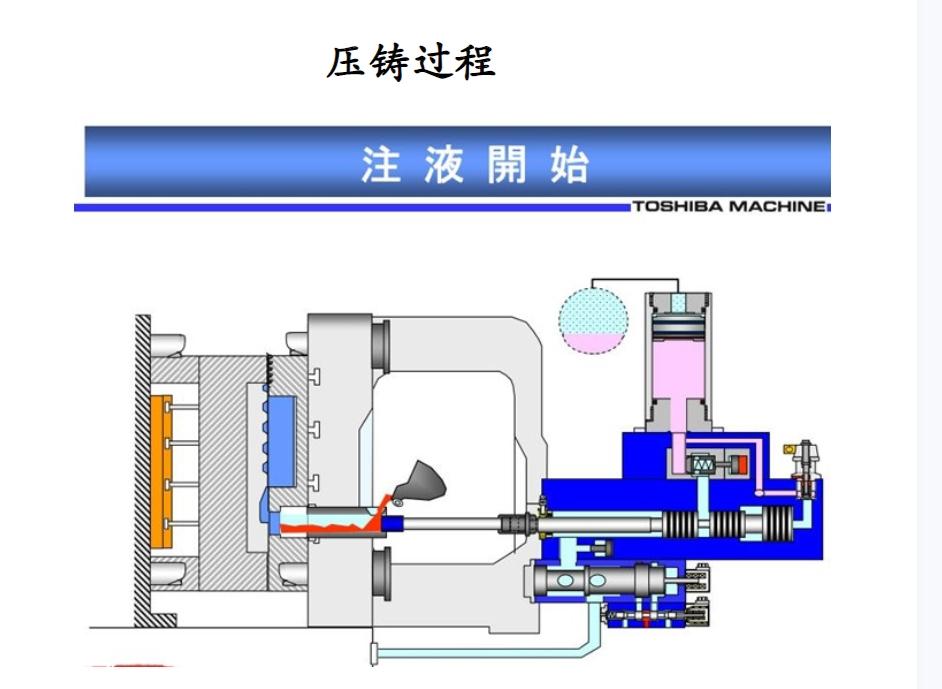
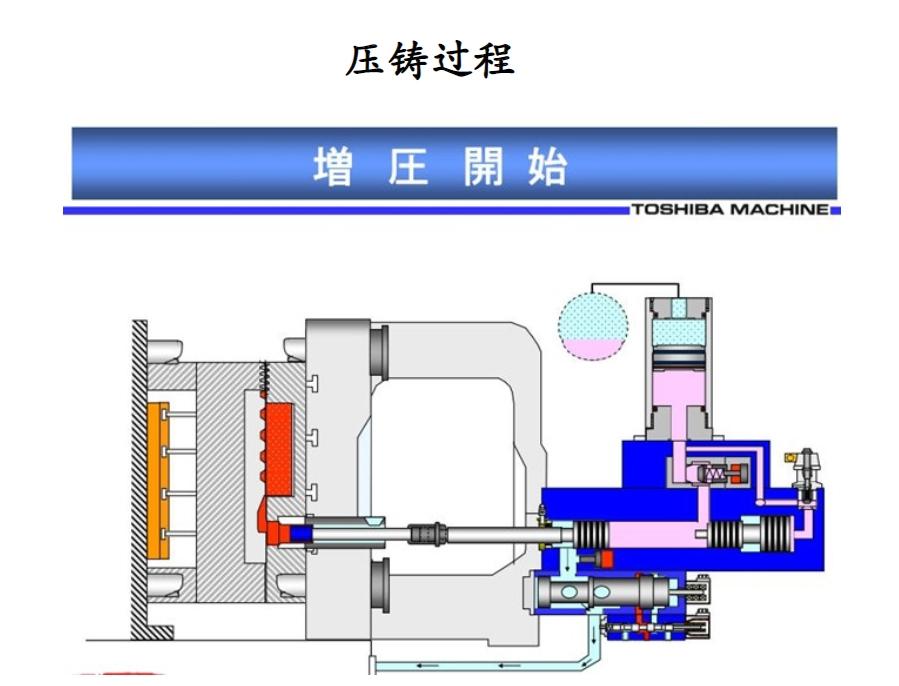
好,不开玩笑了,继续讲压铸,如果要把压铸流程简单化,这里用东芝压铸机的培训资料来用一用
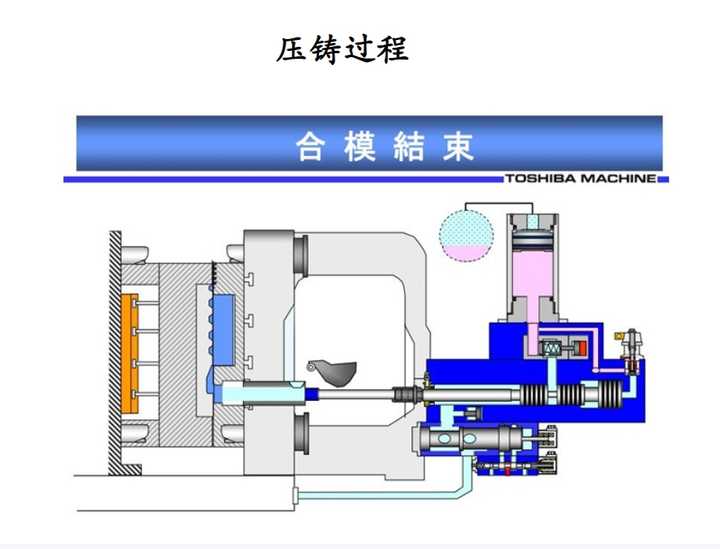

第一步,你首先得把模具合上 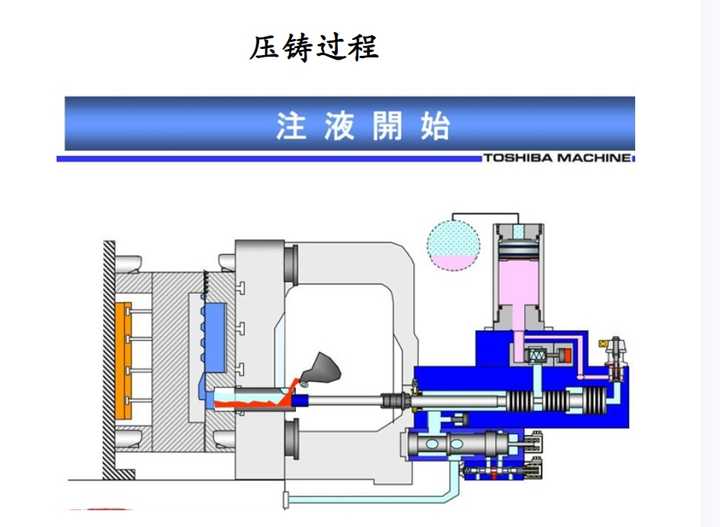

第二步,你需要把红色的融化的金属倒进压室 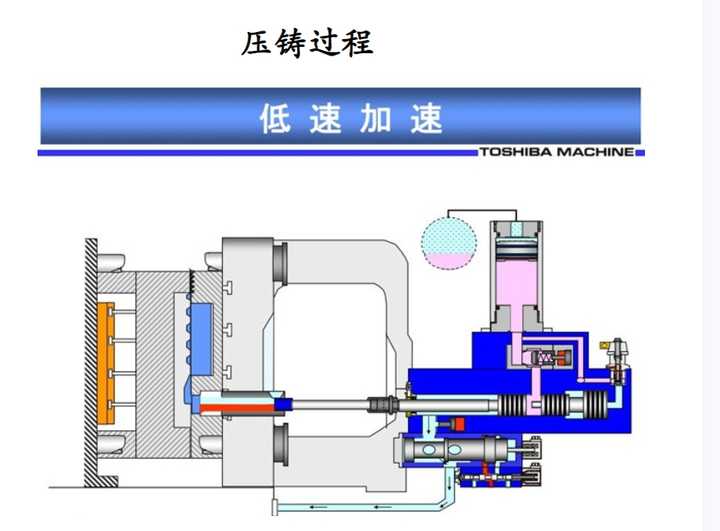

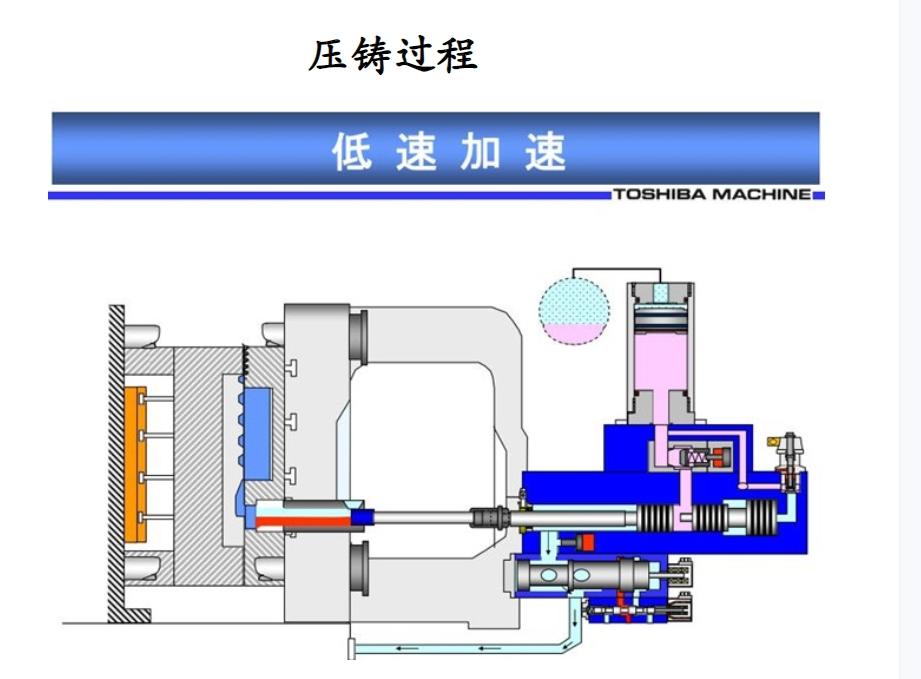
接着,右边的压射机构开始发力,低速加速推动金属液体 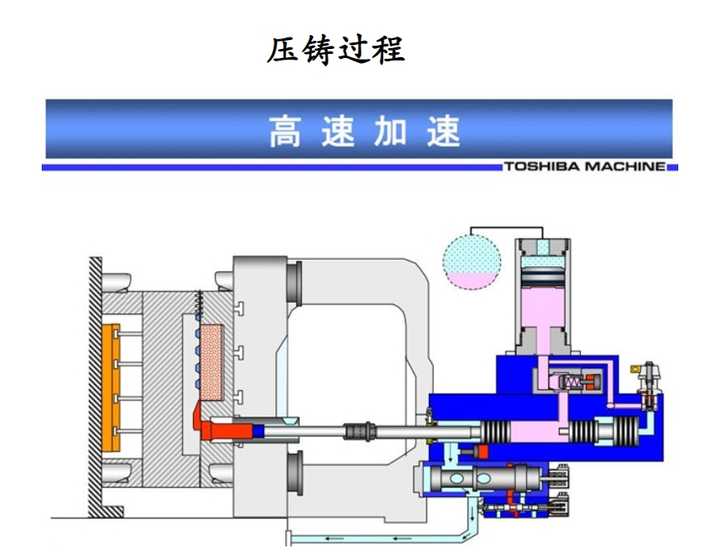

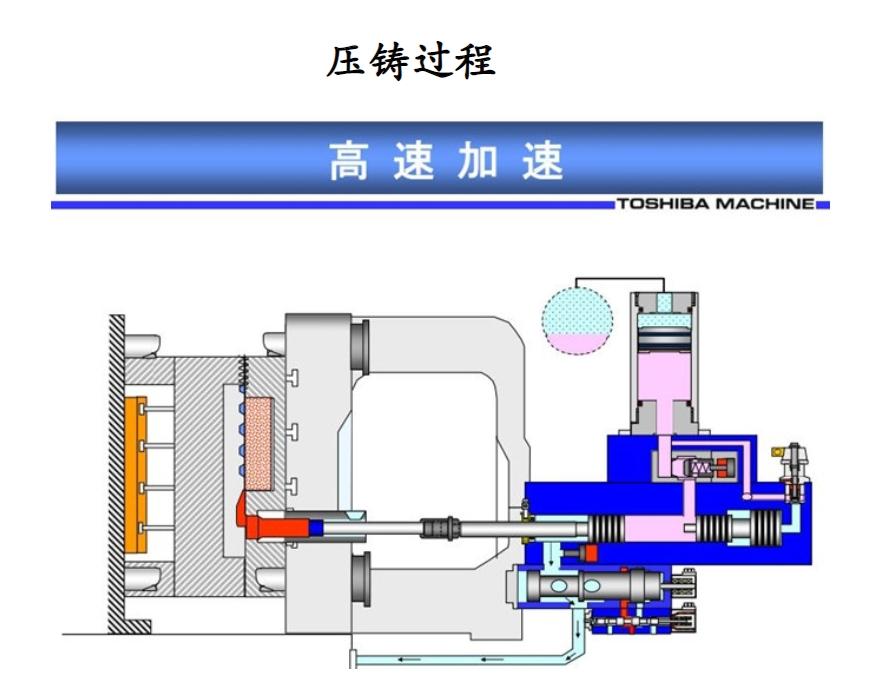
压射机构继续发力,高速加速,让内浇口速度达标 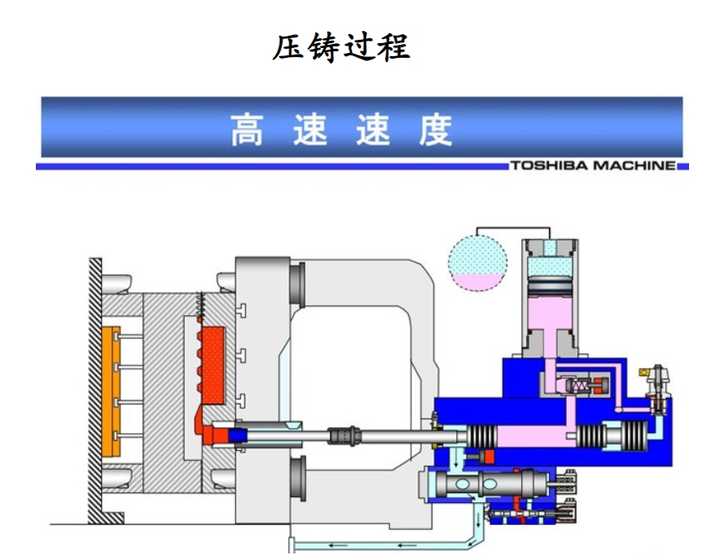

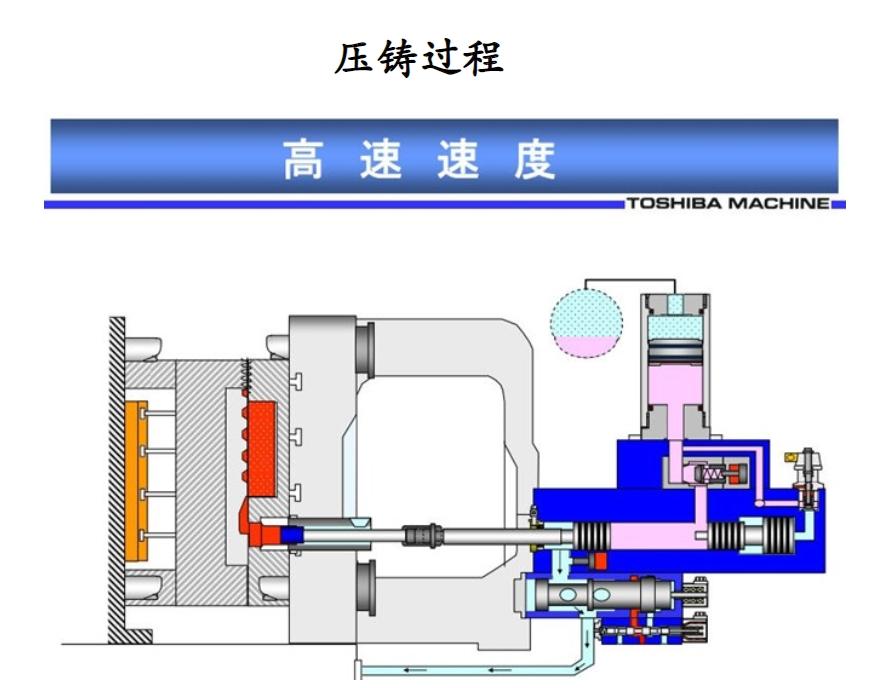
此时金属液(红色)高速压入模具 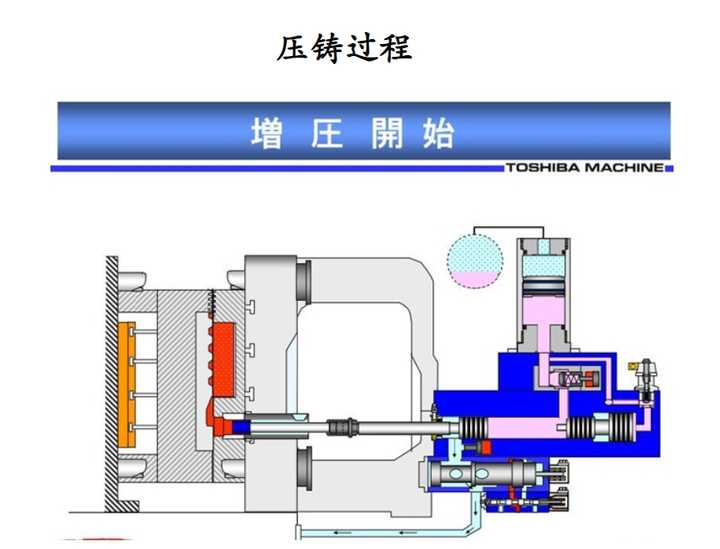

最后是增压,让金属在模具内化成型 如果你学过正儿八经的金属热加工工艺,学过压铸,这段话你一定不会陌生
压铸工艺是将压铸机、压铸模、和压铸合金三大要素有机的组合而加以综合运用的过程。
压铸时金属按填充型腔的过程,是将压力、速度、温度以及时间等工艺因素得到动态平衡的过程。
这些工艺因素既相互制约,且相辅相成,只有正确选择和调整这些因素,使之协调一致,才能获得预期的结果
压铸过程中,不仅重视铸件结构的工艺性,铸型的先进性,压铸机性能和结构优良性,压铸合金选用的适应性和熔炼工艺的规范性。更应重视压力、速度、和时间等工艺参数对铸件质量的重要作用。这段话后面会用到,这里继续讲压铸过程主要的工艺参数和关键名词
压力
压力的存在是压铸工艺区别于其他铸造方法的主要特点。压力是使铸件获得组织致密和轮廓清晰的因素
压力的表示形式有压射力和比压两种。
压射力
压射力是压铸机压射机构中推动压射活塞运动的力。压射力是反映压铸机功能的一个主要参数。
压射力的大小是由压射缸的截面积和压射腔内工作液的压力所决定。压射力的公式如下:
F压=P液XA缸
比压
压室内熔融金属在单位面积上所受的压力称为比压。比压是压射力与压室截面积的比值其计算公式如下:
P比=P射/A室
比压是熔融金属在填充过程中各阶段实际得到的作用力的大小的表示方法,反映了熔融金属在填充的各个阶段以及金属流经各个不同截面积时的力的概念。
将填充时的比压称为填充比压又称压射比压。增压阶段的比压称为增压比压这两个比压的大小同样都是根据压射力来确定的
压力的作用和影响
填充比压是克服浇注系统和型腔中的流动阻力,特别是内浇口处的阻力,使金属液流保证达到需要的内浇口速度。
增压比压则是决定了正在凝固的金属所受到的压力以及这时所形成的胀型力的大小
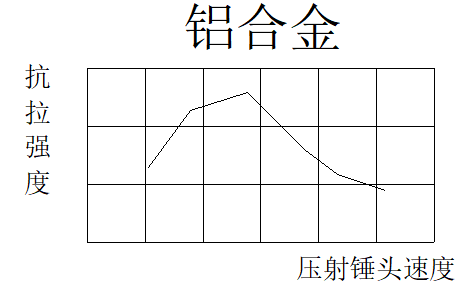
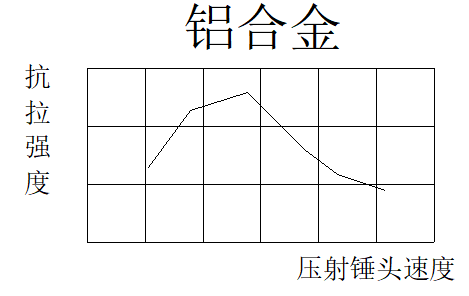
比压对铸件机械性能的影响 :比压增大,结晶细,细晶层增厚,由于填充特性改善,表面质量提高,气孔影响减轻,从而抗拉强度提高。
对填充条件的影响:合金熔液在高比压下填充型腔,合金温度升高,流动性改善,有利于铸件质量的提高。
速度
压铸过程中,压射速度受压力的直接影响,又与压力共同对铸件内部质量,表面要求和轮廓清晰程度起着重要的作用。压力是速度的基础
速度的表示形式分为冲头速度和内浇口速度两种
冲头速度与内交口速度的关系
根据连续性原理,在同一时间内金属流以速度V1流过压室截面积为F1的合金液体积,应等于以速度V2流过内浇口截面积为F2的合金液体积
F1室V1射=F2内V2内
因此,压射锤头的压射速度越高,则金属流经内浇口的速度越高。
压射速度
压射速度又分为两级,一级压射速度亦称慢压射速度,这级速度是指冲头起始动作直至冲头将室内的金属液送入内浇口之前的运动速度,在这一阶段中要求将压室中的金属液充满压室,在既不过多地降低合金液温度又有利于排除压室中的气体的原则下。
二级压射速度又称 快压射速度,这个速度由压铸机的特性所决定,压铸机所给定的最高压射速度一般在4-5米/秒范围内 。
快压射速度的作用和影响
快压射速度对合金机械性能的作用和影响,提高压射速度,动能转化为热能,提高了合金熔液的流动性,有利于消除流痕,冷隔等缺陷,提高了机械性能和表面质量,但速度过快时,合金熔液呈雾状和气体混合,产生严重裹包气,机械性能下降。

内浇口速度
熔融金属进入内浇口导入型腔时的线速度,称为内浇口速度
通常采用的内浇口速度范围为15-70米/秒。
内浇口速度高低与铸件机械性能的影响极大,内浇口速度太低,铸件强度下降;速度提高,强度上升;速度过高,强度又下降 。
后面还有温度,时间等参数没讲,考虑到小米还暂时没被造谣到这个地方,普通人还不会被误解,我本着偷懒的原则就先不讲这几个点,仅仅把他们当做可以调整的参数,方便后面理解。
前面我用塑胶模型举例子,用塑胶模型的各种瑕疵和我自己拼装时发现的问题,就是试图告诉大家哪怕一个注塑行业,他的简单产品都能有如此之多的问题,而这些问题的解决需要大量的,复杂的参数调整,技术力和研发投入,已经大量的人力物力财力砸进去,才能在注塑这个6-7000亿人民币一年的市场站稳脚跟,有无数人和你一样有钱可以买注塑机,但是只有少数工厂能交付好的产品存活下来,前面的例子就是原因。
同样的,我会通过课本和教材举例一些压铸工艺产生的不良,或者说差一些的压铸可能哪里有问题,以及问题的原因,带大家反推一下压铸工艺的复杂性。
流痕
铸件表面上呈现与金属液流动方向相一致的,用手感觉得出的局部下陷光滑纹路。


原因:两股金属流不同步充满型腔而留下的痕迹. 模具温度低,如锌合金模温低于150℃,铝合金模温低于 180℃,都易产生这类缺陷.填充速度太高,涂料用量过多
排除措施:调整内浇口截面积或位置,调整模具温度,增大溢流槽。适当调整填充速度以改变金属液填充型腔的流态。涂料适用薄而喷匀。
冷隔
温度较低的金属流互相对接但未熔合而出现的缝隙。呈现不规则的线形,有穿透的和不穿透的两种,在外力作用下有发展趋势。


原因:金属液浇注温度低或模具温度低.合金成分不符合标准,流动性差.金属液分股填充,融合不良,浇口不合理,流程太长填充速度低或排气不良. 比压偏低.
排除措施:适当提高浇注温度和模具温度。改变合金成分,提高流动性。改进浇注系统,改善填充条件。改善排溢条件,加大溢流量。提高压射速度,改善排气条件。提高比压。
拉伤、粘模伤痕
顺着脱模方向,由于金属粘附,模具制造斜度太小而造成铸件表面的拉伤痕迹,严重时称为拉伤面。


原因:型芯、型壁的铸造斜度大小或出现倒斜度。型芯、型壁有压伤痕。合金粘附模具。铸件顶出偏斜或型芯轴线偏斜。型壁表面粗糙。涂料常喷涂不到。铝合金中含铁量低于0.6%
排除措施:修正模具,保证制造斜度。打光压痕。合理设计浇注系统避免金属流对冲型芯型壁,适当降低填充速度。修正模具结构。 打光表面。涂料用量薄而均匀,不能漏喷涂料。适当增加含铁量至适当增加含铁量至0.6~0.8%。
缩孔 缩松
铸件平滑表面上出现凹瘪的部分,其表面呈自然冷却状态。

原因:模具温度太高。填充速度太高,金属液流卷入气体过多。涂料发气量大,用量过多,浇注前未燃尽,使挥发气体被包在铸件表层。排气不畅。 开模过早。合金熔炼温度过高。
排除措施:冷却模具至工作温度。降低压射速度,避免涡流包气。选用发气量小的涂料,用量薄而均匀,燃尽后合模。清理和增设溢流槽和排气道。调整留模时间。修整熔炼工艺。
气泡 鼓泡
铸件表皮下,聚集气体鼓胀所形成的泡。

原因:型芯、型壁的铸造斜度大小或出现倒斜度。型芯、型壁有压伤痕。合金粘附模具。铸件顶出偏斜或型芯轴线偏斜。型壁表面粗糙。涂料常喷涂不到。铝合金中含铁量低于0.6%
排除措施:修正模具,保证制造斜度。打光压痕。合理设计浇注系统避免金属流对冲型芯型壁,适当降低填充速度。修正模具结构。 打光表面。涂料用量薄而均匀,不能漏喷涂料。适当增加含铁量至适当增加含铁量至0.6~0.8%。
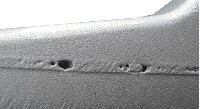
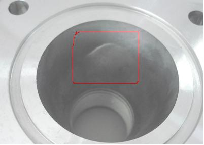
气孔
卷入压铸件内部的气体所形成的形状较为规则,表面较为光滑的空洞。


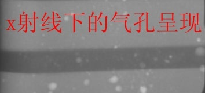

原因:主要是包卷气体引起:浇口位置选择和导流形状不当,导致金属液进入型腔产生正面撞击和产生旋涡。浇道形状设计不良。 压室充满度不够。内浇口速度太高,产生湍流. 排气不畅。模具型腔位置太深。涂料过多,填充前未燃尽。炉料不干净,精炼不良。机械加工余量太大。
排除措施:选择有利型腔内气体排除的浇口位置和导流形状,避免金属液先封闭分型面上的排溢系统。直浇道的喷嘴截面积应尽可能比内浇口截面积大。提高压室充满度,尽可能选用较小的压室并采用定量浇注。在满足成型良好条件下,增大内浇口厚度以降低填充速度。在型腔最后填充部位处开设溢流槽和排气道,并应避免溢流槽和排气道被金属液封闭。深腔处开设排气塞,采用镶拼形式增加排气。涂料用量薄而均匀,燃尽后填充,采用发气量小的涂料。炉料必须处理干净、干燥,严格遵守熔炼工艺减少机械加工余量。调整压射速度和快压射速度的转换点。降低浇注温度,增加比压。
裂纹
铸件上合金基体被破坏或断开形成细丝状的缝隙,有穿透的和不穿透的两种,有发展趋势。 裂纹可以分为冷裂纹和热裂纹两种,他们的主要区别是冷裂纹铸件开裂处金属未被氧化,热裂纹铸件开裂处金属被氧化


原因:铸件结构不合理,收缩收到阻碍,铸造圆角太小。抽芯及顶出装置在工作中发生偏斜,受力不均匀。模具温度低。开模及抽芯时间太迟。选用合金不当或有害杂质过高,使合金塑性下降。
排除措施:改进铸件结构,减少壁厚差,增大铸造圆角。修正模具结构。提高模具工作温度。缩短开模及抽芯时间。严格控制有害杂质,调整合金成分。
欠铸 浇不足 轮廓不清 边角残缺


原因:(1)合金液流动不良引起: 合金液含气量高,氧化严重,以致流动性下降。合金浇注温度及模具温度过低。 内浇口速度过低。 蓄能器内氮气压力不足。压室充满度小。铸件壁太薄或厚薄悬殊等设计不当。
(2)浇注系统不良引起:浇口位置,导流方式,内浇口股数选择不当。内浇口截面积太小。 (3)排气条件不良引起:排气不畅。涂料过多,未被烘干燃尽。模具温度过高,型腔内气体压力较高,不易排出。
排除措施(1)改善合金的流动性:采用正确的熔炼工艺,排除气体及非金属夹杂物。 适当提高合金浇注温度和模具温度。提高压射速度。 补充氮气,提高有效压力。 采用定量浇注。改进铸件结构,适当调整壁厚。
(2)改进浇注系统:正确选择浇口位置和导流方式,对不良形状铸件及大铸件采用多股内浇口为有利。增大内浇口截面积或提高压射速度。
(3)改善排气条件:增设溢流槽和排气道,深凹型腔处可开设通气塞。涂料使用薄而均匀,吹干燃尽后合模。降低模具温度至工作温度。
看完前面几个不良的产生和解决方案,其实我们已经能看出问题了,
【压铸系统好像是矛盾的】
压铸过程中遇到的问题有的要靠增大压力,增大压射速度(比如欠铸,残缺)解决,有的要靠减小压力,减小压射速度(比如流痕,缩孔)解决,有的要靠提升温度解决,有的要靠降低温度解决等等,因为压铸是一整个工艺,这个工艺非常复杂,是将压铸机、压铸模、和压铸合金三大要素有机的组合而加以综合运用的过程。
而大压铸中,压铸机是一个组成部分,而大压铸的核心,是加以综合运用
看完这些,再回到这句话,是不是受益匪浅。
压铸工艺是将压铸机、压铸模、和压铸合金三大要素有机的组合而加以综合运用的过程。
压铸时金属按填充型腔的过程,是将压力、速度、温度以及时间等工艺因素得到动态平衡的过程。
这些工艺因素既相互制约,且相辅相成,只有正确选择和调整这些因素,使之协调一致,才能获得预期的结果
压铸过程中,不仅重视铸件结构的工艺性,铸型的先进性,压铸机性能和结构优良性,压铸合金选用的适应性和熔炼工艺的规范性。更应重视压力、速度、和时间等工艺参数对铸件质量的重要作用。所以当我听到小米自研压铸岛,做的核心工作是压铸岛匹配小米汽车工厂的整个生产线,找到了中国先进材料研究所来做基础材料研发,我就知道小米团队做的是透彻的对压铸工艺的认知,是理性的评估生产需求,研发正确的,匹配自身需求的东西,并且做出了成果向所有人展示的过程。
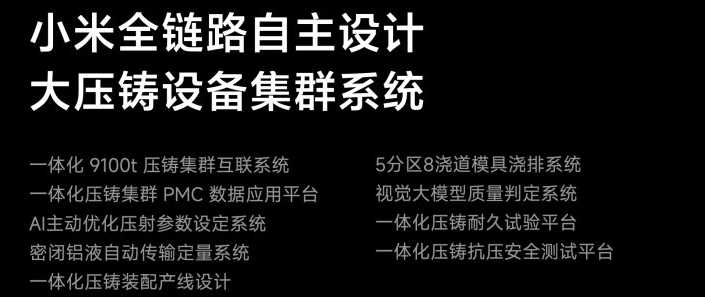

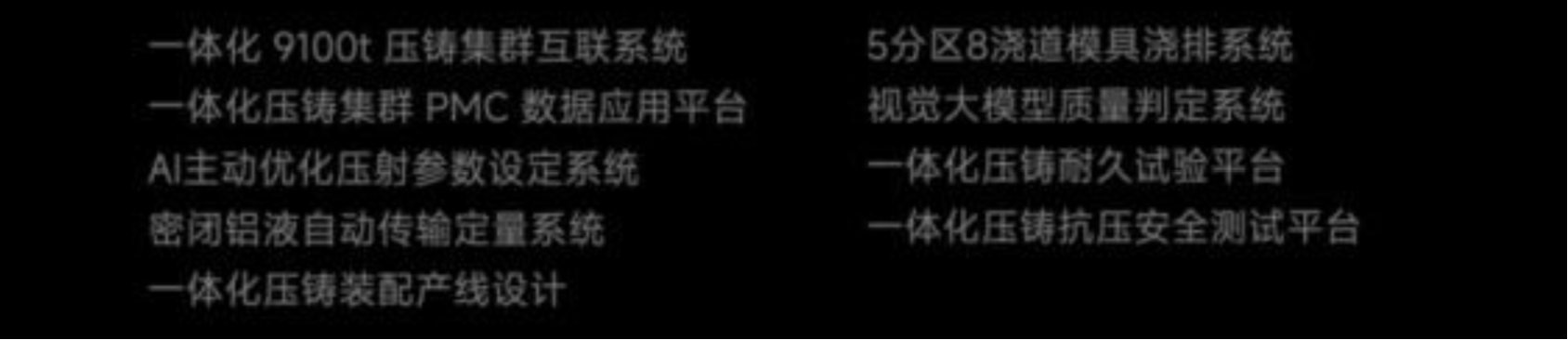
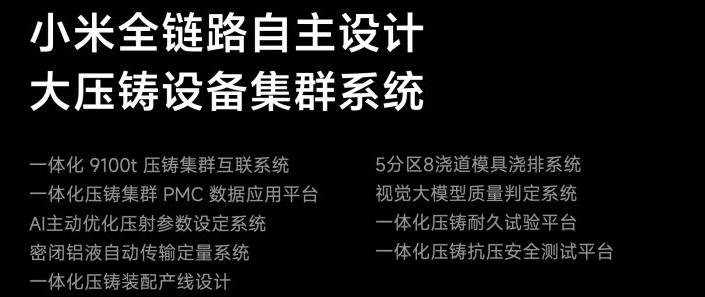
9100吨只是“压铸集群互联系统”的前置定语一笔带过。
PMC数据应用平台保证了一体化压铸集群的高效数据应用。
AI主动优化的压射参数设定代替了老师傅和玄学参数表的机械标定,通过AI辅助结合产品设计仿真标定参数。
封闭铝液自动传输定量系统保证了铝液传输过程中的纯净,减少了过程损耗,减小了压铸损失。
一体化压铸配产线设计提供了对小米整个工厂匹配的配合流水线,提升整体效率。
5分区8浇道模具浇排是世界顶级大压铸厂的水平
视觉大模型质量判定系统配合原有的CT,超声波,相对于行业人工判定提升了一致性,减少了漏报率。
一体化压铸抗压安全测试平台,让大压铸作为特种设备,在国家安全法规的基础上进一步提升安全性,为未来更高的参数和技术指标提供安全保障。
而正如前面所说
压铸工艺是将压铸机、压铸模、和压铸合金三大要素有机的组合而加以综合运用的过程。
前面很多的工艺缺陷和问题,除了压铸流程参数问题,压铸模具设计修磨省模的问题,就是压铸合金的问题,因为材料学,金相学的问题显著影响到金属热工艺的结果,调整组分会影响什么参数,会有什么样的效果,直接看下面这个链接
我直接引用 大佬关于材料学的观点,深得我意。
一个认真做事的人,展示一些自己的工作成就,9100吨的锁模力只是截面积*最终压力的数值结果,但是这个参数的调整和大压铸体系的自研,代表着整套先进压铸体系的落地,他的成果就是小米发布会后面展示的
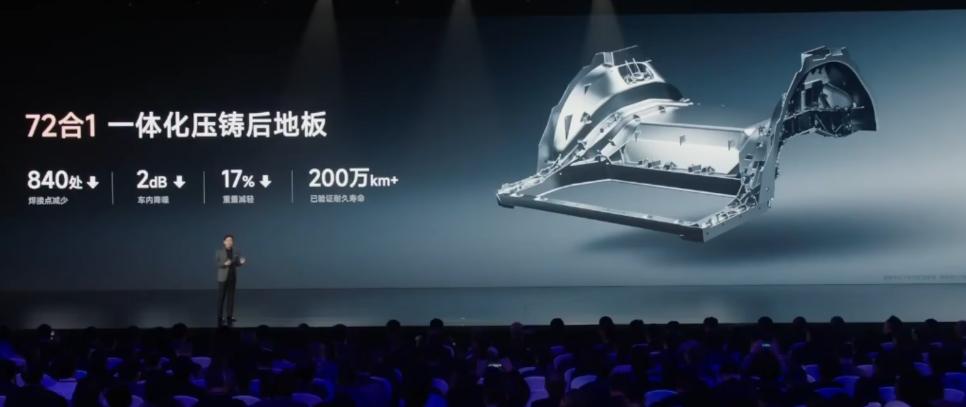
1,小米做了很强的大压铸结果,通过对大压铸全流程的掌握,减少了840个焊点,降低了2分贝噪音(这个也涉及到大量的声学和机械振动仿真),减少了17%的重量,而且已经进行了200万km的测试


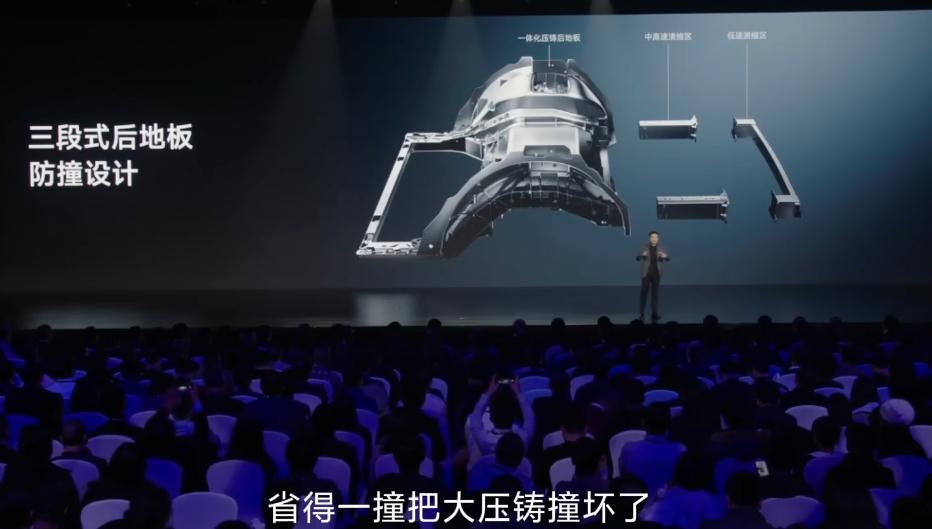
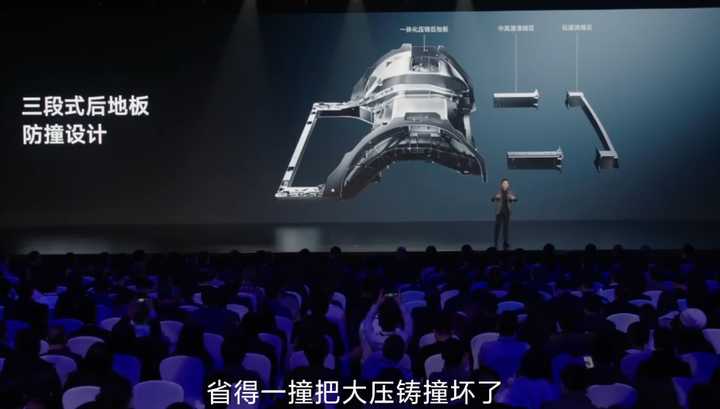
2,小米虽然有能力做超大压铸件,但是不贪图大和省钱,而是综合了用户的碰撞修复成本,整车结构强度和大压铸的成本降低,提供了三段式后地板,这样后部碰撞时大压铸可以保持完整,只有后地板溃缩区和凸起结构变形,更换这个部件即可。

在一些人眼中,压铸技术就和玩儿童玩具一样简单,压铸机就好像是一节五号电池,装到玩具里就能立刻使用,打开开关,就能立刻源源不断的产生好的结果,而且必然是好的结果,他们的信仰也只需要买一节五号电池就能立刻启动这个小玩具。
在他们眼中,小米做的一切工作,不过是把这节五号电池的电压从1.5V变成了1.6V,还有大聪明拿出来了正态分布曲线
如果非要举个例子,如果大压铸是一个炖菜的餐馆,压铸机则是高压锅。
有人真的自己买高压锅,自己研究锅的参数,做食品高压炖煮的仿真,认真去做每一道菜,研究如何控制火候,如何控制时间,如何控制调味料,如何科学的利用好大模型和AI的技术优势,甚至跑到原材料前端,研究具体什么样的食材可以更好的做炖菜,并且落地到具体的工业界中来,配合已有的高压锅,完成当前团队技术下成本最低,效果最好,品质最优秀的餐馆出餐。
而有一些聪明绝顶的人,则歇斯底里的向周围人叫嚷着:这人家的高压锅是买的,竟然调高了工作压力,就敢宣布餐馆整个流程是自研的,多不要脸啊,他又吹牛了,我太懂做菜了,他做的不过是改点盐分,没什么大不了的,我的料理包代工厂也能做,料理包多好啊。
如果你想跟他讲道理,我这一篇你看完就差不多了,如果你想和他们魔法对轰,那么我认为这篇回答是极好的
另外啊,我大概知道为什么有人抓着吨位黑了,因为他们家外包压铸铸造流程,用的C611TM,屈服强度120Mpa,抗拉强度250Mpa
而小米的大压铸,用的泰坦合金(其实是一系列合金,这个大类中所有的免热处理铝合金,他们拥有不同的热加工性能,但是保持屈服强度135-170Mpa,抗拉强度270-320Mpa,断裂延伸率不超过10%,同时做到了强大的压铸结构最终结果。
你猜他们为什么只关注一个所谓的吨位,却连这个吨位来自哪里,如何计算都不知道呢?
外包压铸为什么不能配合主机厂协同设计,为什么不能用更强的免热处理铝合金,为什么不能降低2dB噪音,为什么不做大压铸和后溃缩区防护独立,是因为不想吗?
我对一些群体的评价是,绝望的文盲们。
编辑于 2024-01-05 22:37・IP 属地广东查看全文>>
秋元明 - 846 个点赞 👍
很简单,如果小米这都不算自研压铸集群,
那苹果和华为以及三星也不算有自研手机芯片。
小米好歹只有压铸机是买的,产线,软件,材料都是自己的。
而号称自研手机芯片的,不但光刻机不是自己的,连芯片内核,制造,封测也都不是自己的,顶多算半个设计。
编辑于 2024-01-04 21:59・IP 属地江苏查看全文>>
抵制网暴 - 452 个点赞 👍
菜,就多练,先有产线再来说话。
你一压铸件还要跟文灿集团买的厂,没资格来碰瓷


————分割线————
今天第一次知道产线不重要,买设备就行
那看来x力s吹了半天的工业4.0标准和智慧工厂都是xx了呀,买设备就能做的玩意而已

x粉对待小米涉足的领域就像x知对待工业明珠一样,小米做不到的时候他极尽吹捧,小米做出来些成绩的时候他转移话题。这能讲什么道理?这怎么能和他讲道理?
另外,重申一下这篇文章的目的:
最近有太多混淆视听的谣言,本篇文章是为了在自产/供应链方面厘清差别。
自产/供应链模式是否代表最终产品质量?答案是不能说明。产品如何看疗效。
下游厂商是否对供应链有共同定义能力?答案是有,也可以介入到宣传当中,调个好宣传的参数来吹也不是什么难事。文章里确实存在情绪化的表达,欢迎对号入座。
还是那句话:自己产线都没有的别来碰瓷了,在这块比好坏也不是和你比。
如果x粉能控制一下他到处x谣的瘾,那我可能还会措辞严谨一点。可惜没有如果。
理客中老师对谣言无视纵容乃至传播,倒是对反对造谣的人的措辞苛刻得很呢。可谓是文攻武卫,任务安排详略得当。
——————分割线——————
听说有些理客中老师对刷logo意见比较大


不知道如何评价极氪的logo


不知道如何评价鸿图的logo


不知道如何评价文灿的logo
对,他们没吹自研
因为确实是合作的呀
报告提到,在一体化车身的难题下,经验不可靠,数据才可靠。利用智铸超云,极氪可以在设计阶段快速求解最优工艺,并实现以天为周期,迅速解决缺陷,如铸件缩孔、车身尺寸精度不符等。
基于以上成功经验,目前,极氪已经与适创科技合作,在一体化压铸领域力争达到世界顶尖水平,措施包括提高仿真模拟在充型、凝固、尺寸控制等维度上的精度,以及加入应力应变、铸件机械性能分析、多压射位分析等多个模块。目前已经有了阶段性成果,在温度场仿真模拟精度提升至91.7%。
报告还展示了极氪与适创科技合作建设的L4级智慧压铸工厂,智慧工厂将实现一体化车身的透明化、敏捷化、智能化生产。工厂包括智能压铸工艺系统、智能模温工艺系统和智能质量分析系统,大部分设备已经完成安装调试,有望将生产运行节拍压缩至84秒。人家的公关稿件都把合作建设工厂写的清清楚楚了,确实没法吹牛逼呢
为什么文灿不吹自研呢
雄邦压铸(南通)有限公司是广东文灿压铸股份有限公司全资子公司,座落于地理位置优越、交通便利的江苏省南通高新技术产业开发区,拥有厂房面积72000平方米,是集模具设计、制造、铝合金压铸、精密机械加工为一体的高新技术企业,公司所生产汽车零部件广泛应用于全球各大品牌汽车。公司现有从日本、德国引进的近80台自动压铸机及周边设备,CNC加工中心500台和光谱仪、三座标等世界先进检测仪器。同时还系统地从日本引进了先进的压铸管理和工艺技术,配备了现代压铸设计与管理软件。雄邦压铸以一支开拓创新的管理和技术团队,秉承“以人为本,技术先导”的理念,不断发展铝合金压铸技术,为客户提供一流产品。
因为也明确说了管理和工艺是引进的,设计和管理软件是采购的。。。。
为什么广东鸿图不吹软件自研呢?
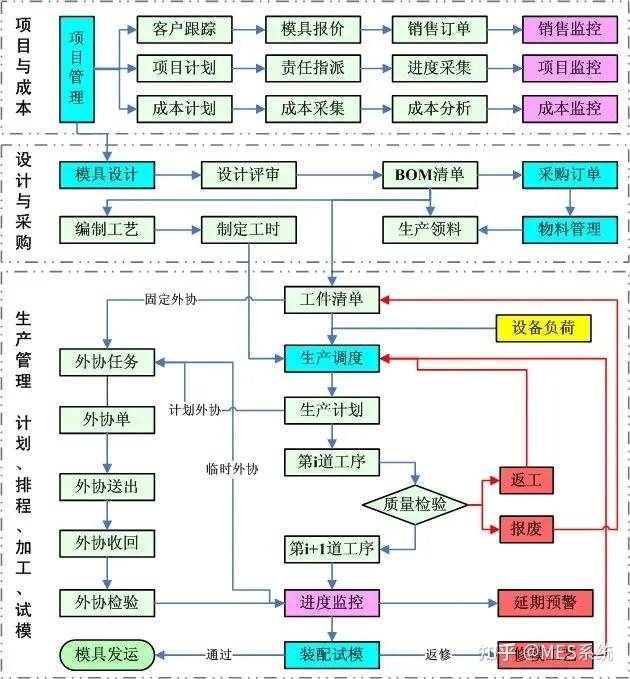
深圳市玖坤信息技术有限公司为广东鸿图提供了车间制造数字化执行系统,此系统与鸿图现有的用友ERPU9及机械手设备实现了无缝对接;从工艺流程、计划管理、生产作业、质量管理、设备管理、仓库管理等模块。实现对车间生产数据的实时收集和响应,彻底解决车间信息不畅、难以管控的问题,大幅提升生产计划达成率,缩短生产周期、提高产能。
场景三:设备参数实时监控,实现压铸设备互联互通(帆软客户案例)
痛点:生产过程中的设备参数无法实时获取,无法有效分析各设备利用率及其生产稳定性。解决过程:通过设备PLC接口或数控接口对接的设备数据采集同时绑定每道工序生产情况、设备情况、品质情况进行关联,可以实现产品单件追溯、对设备运行情况、产品生产情况、检测结果、产品加工参数等进行快速预警。然后通过帆软报表系统快速反映和分析,把所需要的数据输送到需求人员,办公室和调度室可快速、准确、全面了解现场的生产情况。这些软件也没多大的技术壁垒吧,但是传统制造业企业就是得靠供应商
理客中老师能表演一下那个吗?
就是那个“按照这个标准任何一个产线都能叫自研”
好了,接下来可以试着小米采用外部供应商来建设产线的证据了,欢迎打脸。
我还是奉劝一句,双标就双标,老装出一副“哎呀被你们虚假宣传激怒了”的样子表演给谁看呀?
有人造谣的时候你默许纵容甚至谈笑风生,有人反击了两句你跳出来急不可耐地指正错误。
有点难看了。
编辑于 2024-01-05 15:02・IP 属地内蒙古查看全文>>
hjbgx - 166 个点赞 👍
查看全文>>
早睡早起保重身体 - 129 个点赞 👍
小米真自研假自研我不知道
最近这么多破热搜是被黑的多还是自导自演我也不知道
隔壁刚给我普及了风阻的知识,这里又开始普及压铸知识
如果围绕小米汽车的嘴仗再打几个月,我感觉我差不多能自己攒一辆车出来
更新:一些黑的确实莫名其妙,今天刷抖音又看到有个词条“小米用美金发奖金”
 编辑于 2024-01-05 21:02・IP 属地山东
编辑于 2024-01-05 21:02・IP 属地山东查看全文>>
钢蛋之父 - 104 个点赞 👍
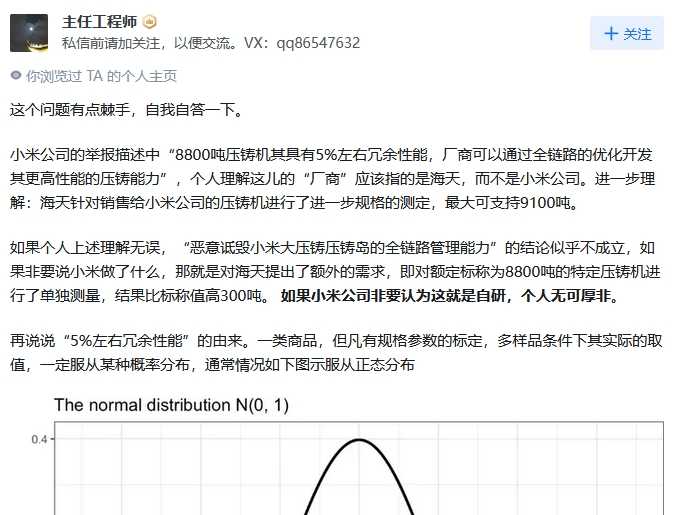
这个问题有点棘手,自问自答一下。
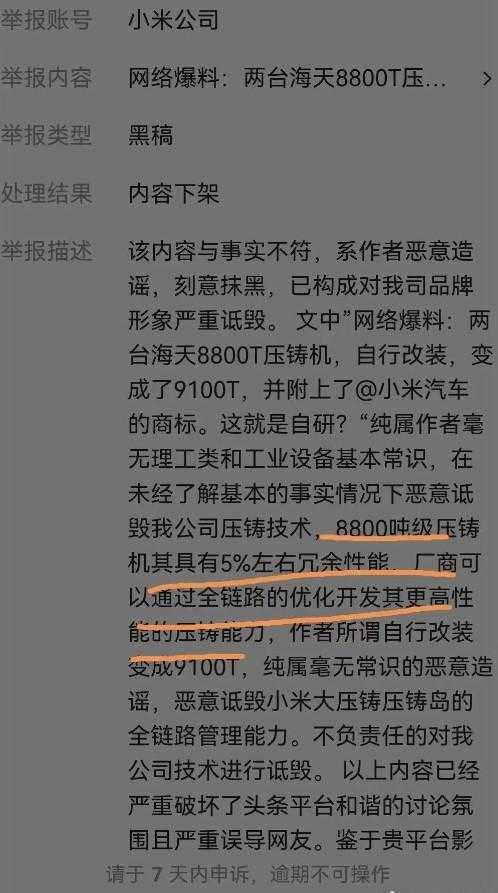
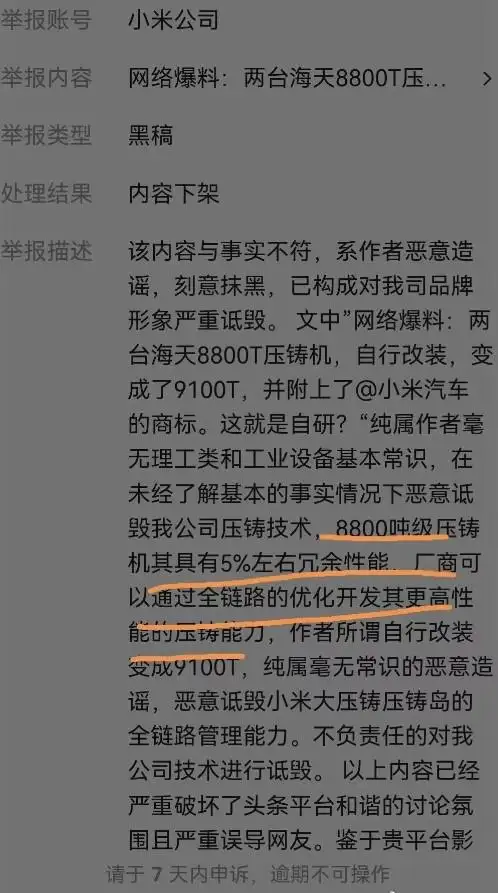
小米公司的举报描述中“8800吨压铸机其具有5%左右冗余性能,厂商可以通过全链路的优化开发其更高性能的压铸能力”,个人理解这儿的“厂商”应该指的是海天,而不是小米公司。进一步理解:海天针对销售给小米公司的压铸机进行了进一步规格的测定,最大可支持9100吨。
如果个人上述理解无误,“恶意诋毁小米大压铸压铸岛的全链路管理能力”的结论似乎不成立,如果非要说小米做了什么,那就是对海天提出了额外的需求,即对额定标称为8800吨的特定压铸机进行了单独测量,结果比标称值高300吨。 如果小米公司非要认为这就是自研,个人无可厚非。
再说说“5%左右冗余性能”的由来。一类商品,但凡有规格参数的标定,多样品条件下其实际的取值,一定服从某种概率分布,通常情况如下图示服从正态分布
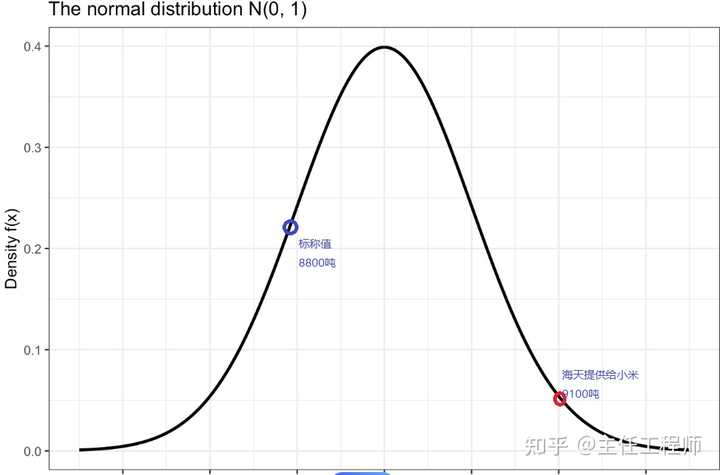
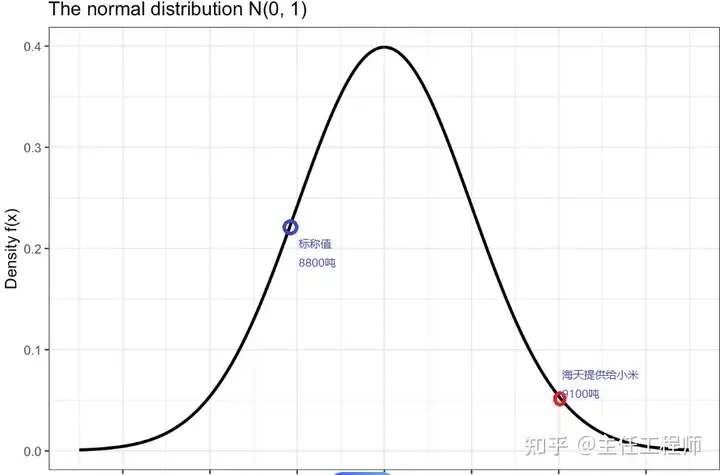
为保证抽样的商品都能满足相关法律的规定,厂商给定的标称值一般低于平均值,进而有了“5%左右冗余性能”。否则标称值过高,一旦出现实际商品取值低于标称值法定范围,厂商就可能面临“缺斤少量”的法律风险,要知一旦认定确定少量,就可能面临如下具体风险:
“经营者短斤缺两,系消费欺诈违法行为,商家要对消费者承担‘退一赔三’责任”
压铸机是台昂贵的设备,海天显然不会希望出现这样的问题。但海天提供给小米的特定压铸机,就可以单独测量并单独标定,如上图蓝圈和红圈所示。
总之,私以为这个举报和举报处理成功,个人挺惊诧的
个人经验和认知的总结,欢迎点赞,收藏 ,关注@主任工程师。如有不同见解或疑问,可以评论区或者私信讨论
编辑于 2024-01-05 09:18・IP 属地上海真诚赞赏,手留余香还没有人赞赏,快来当第一个赞赏的人吧!查看全文>>
主任工程师 - 98 个点赞 👍


首先,我们可以确定的是,小米北京工厂的确有两台海天的8800T的压铸机。
并且根据雷军自己的说法,小米的确是和海天金属联合定制了压铸机。
也就是宣传的「正常工作9500T,额定锁模力9100T」的压铸机。
其实你宣传压铸机本身也没啥毛病。关键是,你把人家的产品超个频,贴上自家的标志,这是不是有点奇怪呢?
小米关于压铸机的宣传相当于什么呢?
相当于,台积电买了ASML、AMAT、LAM、TEL、ADV、Teradyne等一众供应商的设备,做出来了5nm芯片。本来ASML的光刻机WPH是125(NXE3400b,实验室能到140),台积电给用到130(9100/8800*125)了。宣传的时候说「正常工作WPH135(9500/8800*125),额定WPH130」,其他设备同理可得。然后台积电把所有这些设备都贴上了TSMC的标志,说这是「TSMC NXE-5500s Super Hi-NA EUV Litho System Pro max」,并且指出「台积电与ASML等供应商合作定制研发光刻机、刻蚀机、ALD等设备,自研全栈超级5nm芯片集群」。

ASML:我帮你叫个急诊? 你要是宣传su7是自研,那的的确确没问题,台积电也可以宣传自研了5nm芯片制造工艺。因为这都是终端产品或者技术。
但是你宣传产线集群自研,并且还把产线上的重要设备贴上自己的logo,是不是有点太那啥了?
现代大型工业集团哪家的产线不是自研的。。
牛油火锅底料的产线也是厂家自研的,难道也要去宣传「自研全栈超级大炒锅集群」么?
说白了,还是对自家产品不够自信。需要去宣传一些和产品有关系,但是又没有太大关系的东西来打造一点信息差。让大家觉得,自己的东西还是挺厉害的,有可取之处。
编辑于 2024-01-05 15:24・IP 属地山东查看全文>>
一水遮夏 - 88 个点赞 👍
也不知道是什么情况,什么风气
一个中国的公司
用了绝大多数国产的零部件
投入了巨大的人力物力
如果仅从参数、供应链品牌来看,基本都是顶级产品。
最后它的价格应该也是同级最低。这本是完全利好消费者的产品。
但是从各种黑稿舆论来看,好像出这样的产品的公司,应该原地倒闭?
是真的疯了吗?都是卖国贼吧?难道某厂内部粉丝这么多50W?
发布于 2024-01-05 09:39・IP 属地上海查看全文>>
Jansen - 29 个点赞 👍
我早说了,小米造车屈才了,汽车已经是红海市场,而且在新能源这块中国从电池到电机电控都是领先的,应该给别人一点活路,真的不应该把小米这强大的研发能力浪费在这些地方了。
中国需要科技的突破地方还有很多,比如大推力火箭,航空发动机等等,建议国家有关部门组织小米去攻关,成功指日可待。
为啥不说芯片啥的呢,因为小米子公司高通在这块做的已经很出色了,没必要重复造轮子。
编辑于 2024-01-04 18:42・IP 属地广东查看全文>>
图哈特 - 24 个点赞 👍
是8800T还是9100T的压铸机,对最终产品影响有多大?我估计除了非常专业的人以外,没人能说清楚。
也许更大压力的压铸机能压制出某些奇特的外形,但是压制出来的产品性能差距应该不大,这东西本来就不应该是关注的焦点。
这也是为什么小米敢这么宣传的原因,因为除了数字好看点之外,对产品最终的质量和性能影响微乎其微,一般来说应该没人会抓住这一点不放。
因为数字化的参数会给人一种牛逼的感觉,是营销文案里常见的招数。
小米玩手机的时候就是这样。
手机跑分、像素、亮度、帧率、甚至信号都能搞出一个数字化的指标出来,而且小米永远拿第一,给人一种小米手机就是好的印象。
现在到汽车这里,说小米把手机领域的经验带到汽车领域来了。
只是,小米在汽车领域没有什么是领先的。
就像我前面说的,这东西本来是没人关注的,问题是这次的汽车发布,发布了一堆实验室的东西,研发顺利也得几年后才能上市。所以很多人就把关注的焦点放在小米现有的东西上了,然后就穿帮了。
工业产品有冗余的原因有很多,但是普遍的原因是,超过标定值后,产品质量就会变得不稳定。
我以前在铝厂的时候,冷轧机最低可以把铝板压到0.1毫米厚,试车的时候也确实压到过,但是真正生产的时候从不会压这么薄,因为质量很不均匀,没法用。
小米大概率不会用到9100T的压力,因为这会影响产品的稳定性。
但是小米把这个也拿出来宣传,只能说是被逼急的没办法了。
编辑于 2024-01-04 23:18・IP 属地河南真诚赞赏,手留余香还没有人赞赏,快来当第一个赞赏的人吧!查看全文>>
紫玉茶海 - 10 个点赞 👍
查看全文>>
wabi - 9 个点赞 👍
这次的汽车发布会,雷总算得了自研pdst了。 100亿经费3年时间,连9100吨和3万转电机都研发出来了。物理学不存在了。
其实说白了就是想复刻华为在手机高端化成功经验。 不想小米汽车再沦为9.99万14.99万的低端产品。
可是小米永远不如华为的地方就是,因为雷总更喜欢买买买, 挖挖挖, toutoutou, 高层全部是挖开的销售管理精英。 所以小米几乎没有办法正向培养出能够当大拿的研发工程师,小米也几乎没什么能够正向研发出什么独有的技术。
反观华为的小徐总,万刚,余承东,赵明,海思女总何庭波。都是自己培养出来的技术大拿。
这点小米都不如vivo, vivo把拍照和图形芯片和联发科吃透了。可以拿着联发科芯片进入自由王国了。 小米呢,拍照只有莱卡,性能只能看高通脸色, wifi7需要尊湃。
编辑于 2024-01-04 23:58・IP 属地北京查看全文>>
命运的火锅 - 8 个点赞 👍
查看全文>>
胸藏利剑李林甫 - 5 个点赞 👍
已知:小米投入了100亿,
已知:小米完成了各种自研,包括不限于电机电控电池、辅助驾驶等汽车系统和压铸机集群等,
已知:小米有3000研发人员,而比亚迪仅2023年应届研发岗招聘就招聘超过24000人,总研发人员数近100000人,确没能做到
结论,小米这才叫高效率高性价比研发,建议国家科技部发起各高校及科研单位向小米学习高效研发效率的专题会议
坏消息是我们只有小米一家。
好消息是我们只有小米一家。
发布于 2024-01-05 10:28・IP 属地山东查看全文>>
玫瑰杆菌 - 4 个点赞 👍
举报理由就很扯,更扯的是居然是受理了。
此外,偷米系KOL对外都在扯锁模力能上9300吨,所以标注9100没问题啥的。
(补充:雷布斯微博也用锁模力吹牛皮)
事实上
1、压铸机工作压力是实现既定节拍的最大压力,强行提高工作压力,直接后果就是节拍被打乱根本无法实现有效生产。
2、锁模力容许值,一般比工作压力高15%。
编辑于 2024-01-05 13:05・IP 属地北京查看全文>>
松云 - 4 个点赞 👍
不是,这年头自爆侠这么流行吗?
标线部分的意思就是机器是货真价实的8800,通过“厂商”优化开发其更高的压铸能力。
我们提取一下重点
一、根本没有所谓的9100T压铸机,而是从8800优化来的,类似于我买了台保时捷911,经过加装相关设备突破了原有极速,所以我称之为我研发的粗粮922,直接不叫保时捷了。
二、通过“厂商”可以通过全链路优化,这个厂商是粗粮吗?
不知道。
我突然想起雷不群前段时间某产品发布会说粗粮通过技术研发将原有硬盘提升了容量。
当时我就笑了,又不是什么小视频博主张嘴就来,上台前起码台词要研究一下吧,这种把受众群当傻子的言论是怎么过审核的?或者雷不群根本就不懂硬件技术,手下为了迎合雷不群提供的这种让人耻笑的言论?结果不得而知,问题确实很大,这么大的公司总是闹笑话证明了这个公司的硬实力非常弱,人人都人浮于事,根本不把公司当回事。
这次小米举报的信息披露直接证明了小米公司的公关水平,配得上它最近获得的每一个外号。
发布于 2024-01-07 21:25・IP 属地安徽真诚赞赏,手留余香还没有人赞赏,快来当第一个赞赏的人吧!查看全文>>
恒星 - 2 个点赞 👍
类似于一个CPU的频率为2.6Ghz,然后超频到2.9Ghz,小米为了超过友商,把超频后的频率2.9Ghz拿出来宣传,你猜为啥CPU厂商标称是2.6Ghz而不是2.9Ghz呢?
发布于 2024-01-05 04:51・IP 属地广东真诚赞赏,手留余香还没有人赞赏,快来当第一个赞赏的人吧!查看全文>>
邱票 - 2 个点赞 👍
查看全文>>
矢木 - 2 个点赞 👍
查看全文>>
识海泛舟 - 2 个点赞 👍
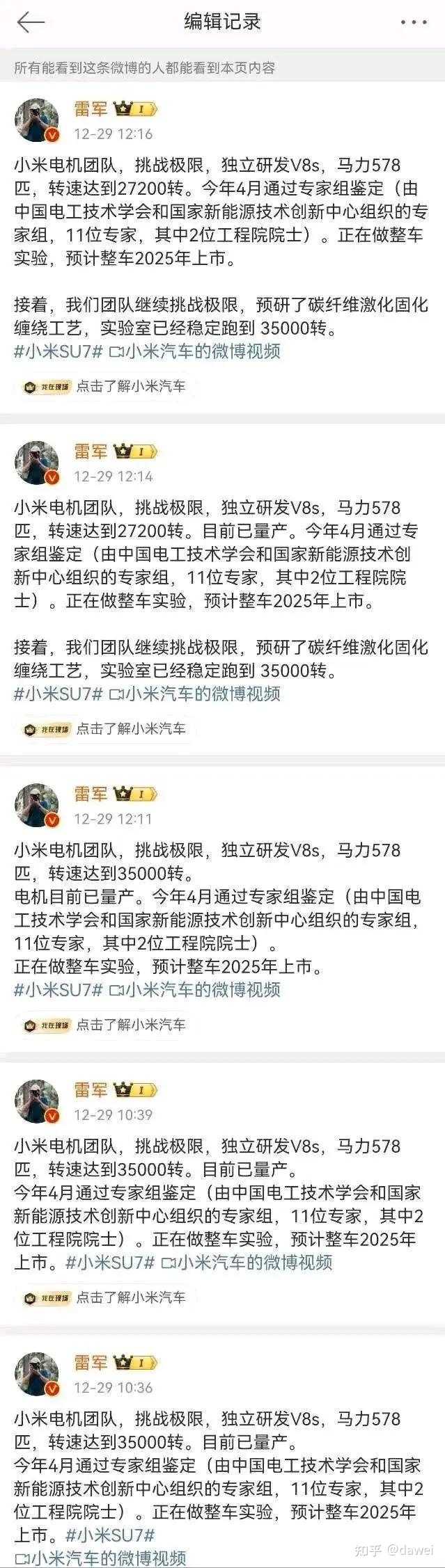
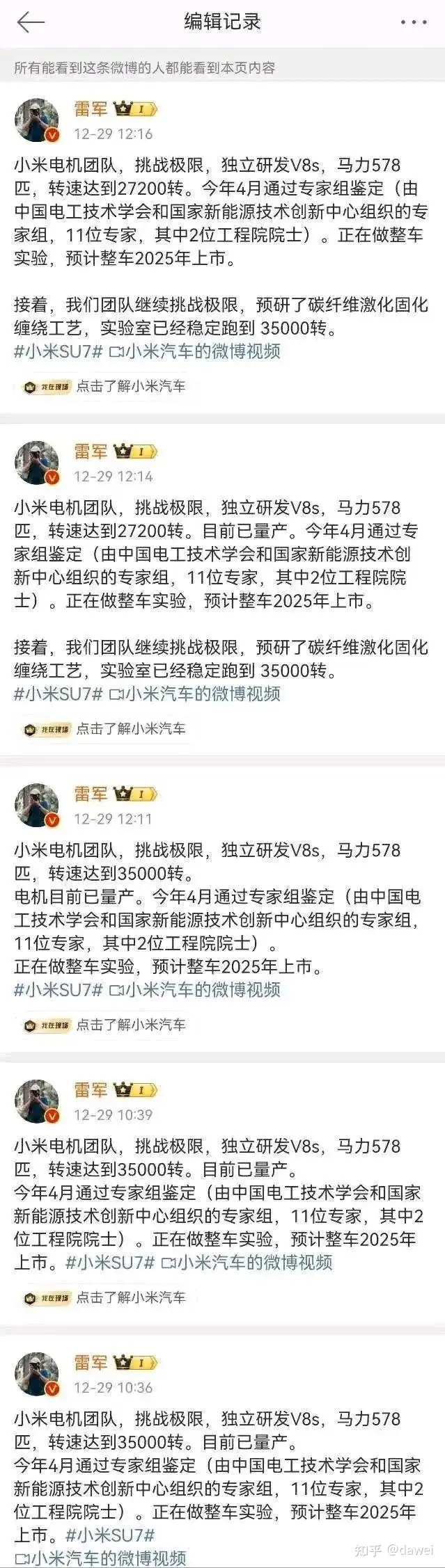
本回答仅记录已知宇宙范围内智慧生物有史以来科工研发史上的奇迹:
2023年12月29日,在100分钟时间内,小米公司雷总实时公开向世界通报完成了“35000转,已量产”>“35000转,通过鉴定”>“27200转,已量产”>“27200转,通过鉴定”的电机研发。
预计、两年后、可能、上市。
 编辑于 2024-01-05 19:05・IP 属地福建
编辑于 2024-01-05 19:05・IP 属地福建查看全文>>
dawei - 1 个点赞 👍
查看全文>>
甚谁 - 1 个点赞 👍
消费者和商人之间的最大鸿沟是信息差,任何企图消灭信息差的人一定是商人的仇人。是消费者的伙伴。但是有的消费者甘愿当商家的多格。大家都是村民,你非要带鬼子进村。
发布于 2024-01-05 22:38・IP 属地贵州查看全文>>
蒋墨樊