
如果你仔细观察的话,甭管是矿泉水还是饮料瓶,
底部正中都会凹进去。

没错,汽水瓶后腚开花的原因就在这里。
想探究这个原因,咱得先了解下汽水瓶是咋做出来的。
做汽水瓶的原料是聚对苯二甲酸乙二醇酯(polyethylene glycol terephthalate),简称PET
由于回收标识是1,又俗称一号塑料,原料是一种透明颗粒。

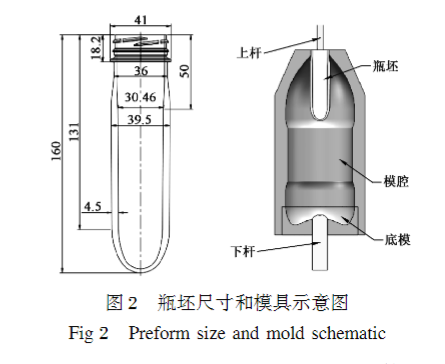
拉到工厂后,会首先融化倒膜,
做成一个试管状的瓶胚,可以看到,此时瓶口部分是已经完成了。

然后再次加热瓶胚顶部(就是圆形封闭区域),丢到模具里一吹。
一个瓶子就做好了。
那么问题来了,由于瓶壁太薄,
软热的瓶身被吹起来后如果不能马上冷却硬化,
就容易支撑不住塌下去。
所以模具的内壁专门接通了冷水管进行快速冷却。
这样瓶子只要接触到模具内壁就会快速硬化。
此时又发现一个更大的问题:
由于瓶胚吹起来之后会像气球一样均匀变大。
有些地方会先碰到模具内壁冷却,而有些地方还没膨胀到模具内壁。
这就会导致膨胀最快的腰部先凝固起来,占据过多材料。
而最需要强度支撑的底部边缘由于材料不足被拉伸的过薄,
这样的可能瓶子正常站着都费劲。
肯定不合格。
所以吹塑的时候不光需要在顶部有根长铁杆(拉伸杆(Stretch Rod),上杆)防止瓶子被吹歪,[1]
还需要在底部有根大铁棍子(也是伸拉杆,下杆)在半路顶一下。
这样瓶胚就会先包着拉伸杆径向拉伸,给底部留出更多的材料。
由于拉伸杆一般有加热装置,瓶胚并不会马上凝固,
所以多出来的料会随着拉伸杆慢慢往后退,最终均匀的填充满底部。
通过拉伸杆的轴向拉伸+高压吹塑的径向拉伸,
这样吹出来的瓶子拉伸的更均匀,高分子链取向也更加充分,强度自然就高。
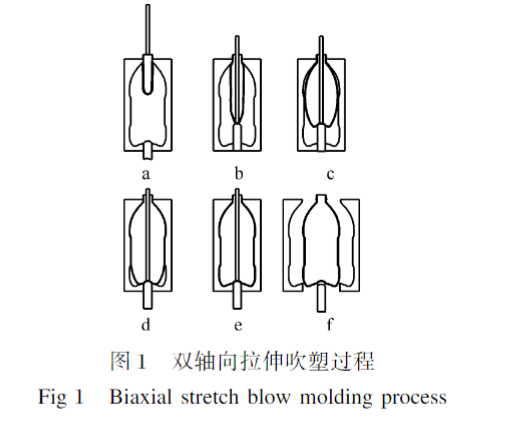
这就是注射拉伸吹塑(Injection Stretch Blow Molding, ISBM)工艺。
这也解释了为啥几乎所有饮料瓶瓶底都会有个凹陷的原因。
为了增加底部的强度,防止被挤扁,
模具设计的时候往往会在底部加上几个放射形沟槽。
至于那个肚脐眼,这是拉伸杆退出后留下的浇口痕迹(Gate Mark),甭管。
然而这事换成碳酸饮料就突然变的不好说话起来,
为啥?碳酸饮料里有气儿,气会产生气压,
气压一使劲容易把底部凹进去的地方顶出来。
想不被顶出来就得加料加强度。
加钱的事可是大事啊!!
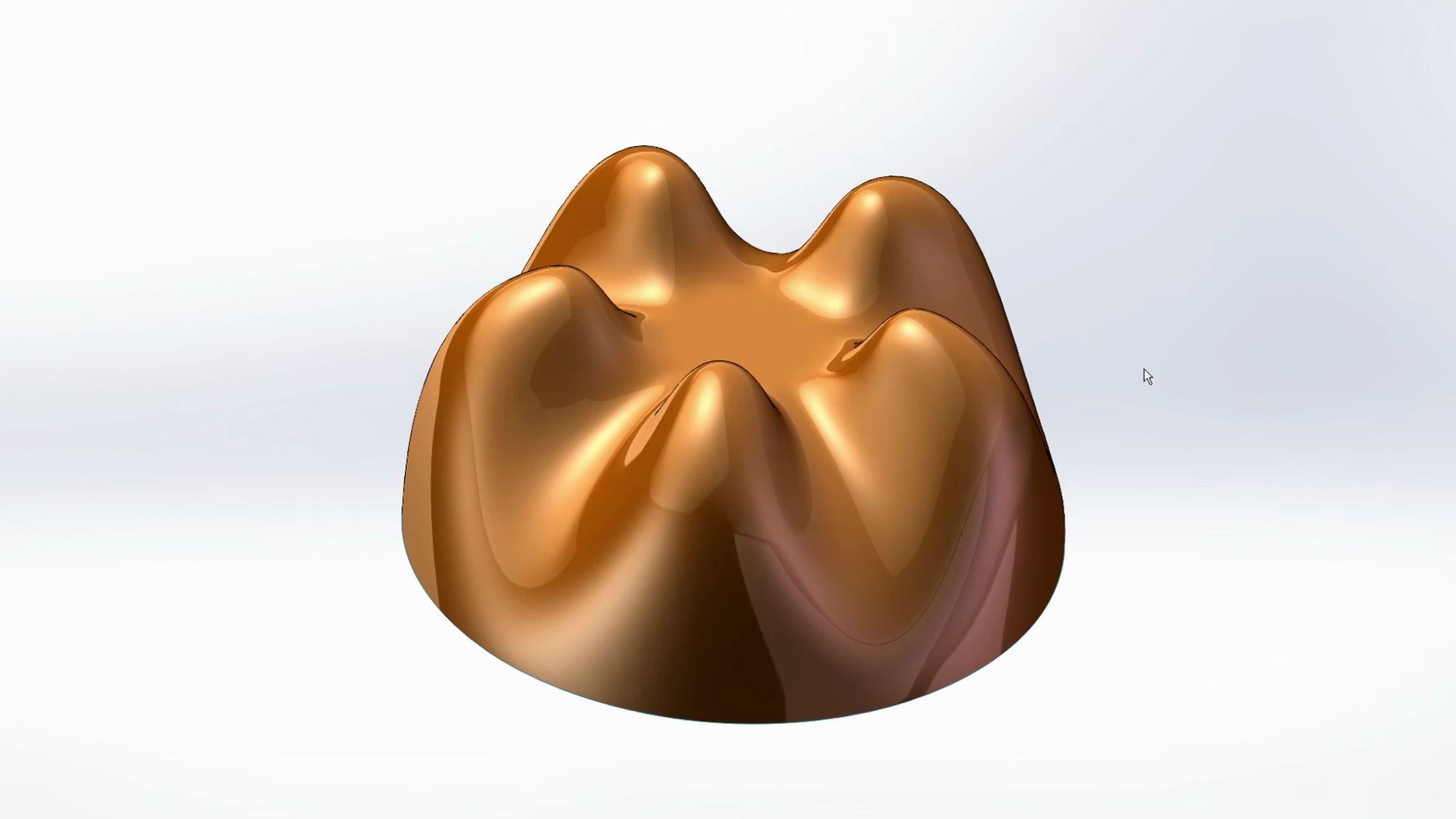
所以最优解是绕着瓶底折出一圈W形放射状凹槽。
利用拱形结构效应,将压力转化为侧壁张力

为了防止应力集中导致的破裂伤人,
所以边缘采用的是更圆滑弧形的设计。
于是可乐瓶底的小花瓣,
花瓣状底座(Petaloid Base)就诞生了。
所以,我还是感觉易拉罐的可乐更好喝点。
(有关吗喂!!)
参考
- ^胡青春,胡斐,姜晓平,等. 双轴向拉伸吹塑成型技术原理和实验研究[J]. 塑料工业,2020, 48(2): 82-87. doi:10.3969/j.issn.1005-5770.2020.02.018